





Iron Ore Processing Plant: The Ultimate Guide to Magnetite & Hematite Beneficiation
Iron ore is the undisputed backbone of modern civilization. It is the raw material that builds our cities, vehicles, and global infrastructure. Historically, steelmakers relied on "Direct Shipping Ore" (DSO)—high-grade lumps of hematite that could be thrown straight into a blast furnace. However, those rich, easy-to-mine deposits are rapidly vanishing.
Today, the mining industry is forced to target immense, low-grade banded iron formations (BIFs) containing 25% to 35% Fe. To feed the world's steel mills, this low-grade rock must be upgraded to a premium concentrate of 62% to 68% Fe. This requires a massive, high-tonnage iron ore processing plant that relies on brute-force crushing, meticulous grinding, and highly specialized magnetic separation.
As a heavy-machinery manufacturer and global EPC contractor, OreSolution designs and builds Iron Ore Beneficiation Plants capable of handling hundreds of tons per hour. This engineering guide breaks down the critical differences between processing Magnetite and Hematite, the evolution of high-pressure grinding, and the intricate separation flowsheets required to maximize iron recovery while ruthlessly rejecting silica.
In iron ore beneficiation, increasing the Iron (Fe) grade is only half the battle. Your primary economic enemy is Silica (SiO2) and Alumina (Al2O3). High silica content drastically increases the slag volume and fuel consumption in the blast furnace. If your plant fails to reduce silica to strict commercial limits (usually under 4.5%), your concentrate will incur severe financial penalties.
Part 1: The Two Giants of Iron Ore Mineralogy
The design of your entire processing plant—and its overall CAPEX and OPEX—is determined by one geological question: Are you mining Magnetite or Hematite?
Part 2: Comminution - The Tonnage Bottleneck
Iron ore plants process astronomical volumes of rock. Therefore, the comminution (crushing and grinding) circuit consumes over 50% of the total plant energy. Optimizing this stage is the key to profitability.
1. Primary and Secondary Crushing
Run-of-Mine (ROM) ore, often arriving in boulders up to 1 meter in diameter, is fed into a massive primary Jaw Crusher or Gyratory Crusher. The material is then reduced further by heavy-duty Cone Crushers.
2. The Rise of HPGR (High-Pressure Grinding Rolls)
Historically, tertiary crushing was done by fine cone crushers. Today, modern iron ore plants use HPGR technology. HPGRs force the ore between two massive, counter-rotating cylinders under extreme hydraulic pressure. This not only crushes the rock but induces micro-cracks within the iron/silica matrix. This drastically reduces the energy required in the subsequent ball milling stage and improves final liberation.
3. Grinding & Classification
The crushed ore is fed into a large SAG Mill or Ball Mill. The mill operates in a closed circuit with a battery of Hydrocyclones. Because iron is much heavier than silica, the cyclones must be carefully tuned; otherwise, heavy, already-liberated iron particles will be sent back to the mill and over-ground into "slimes."
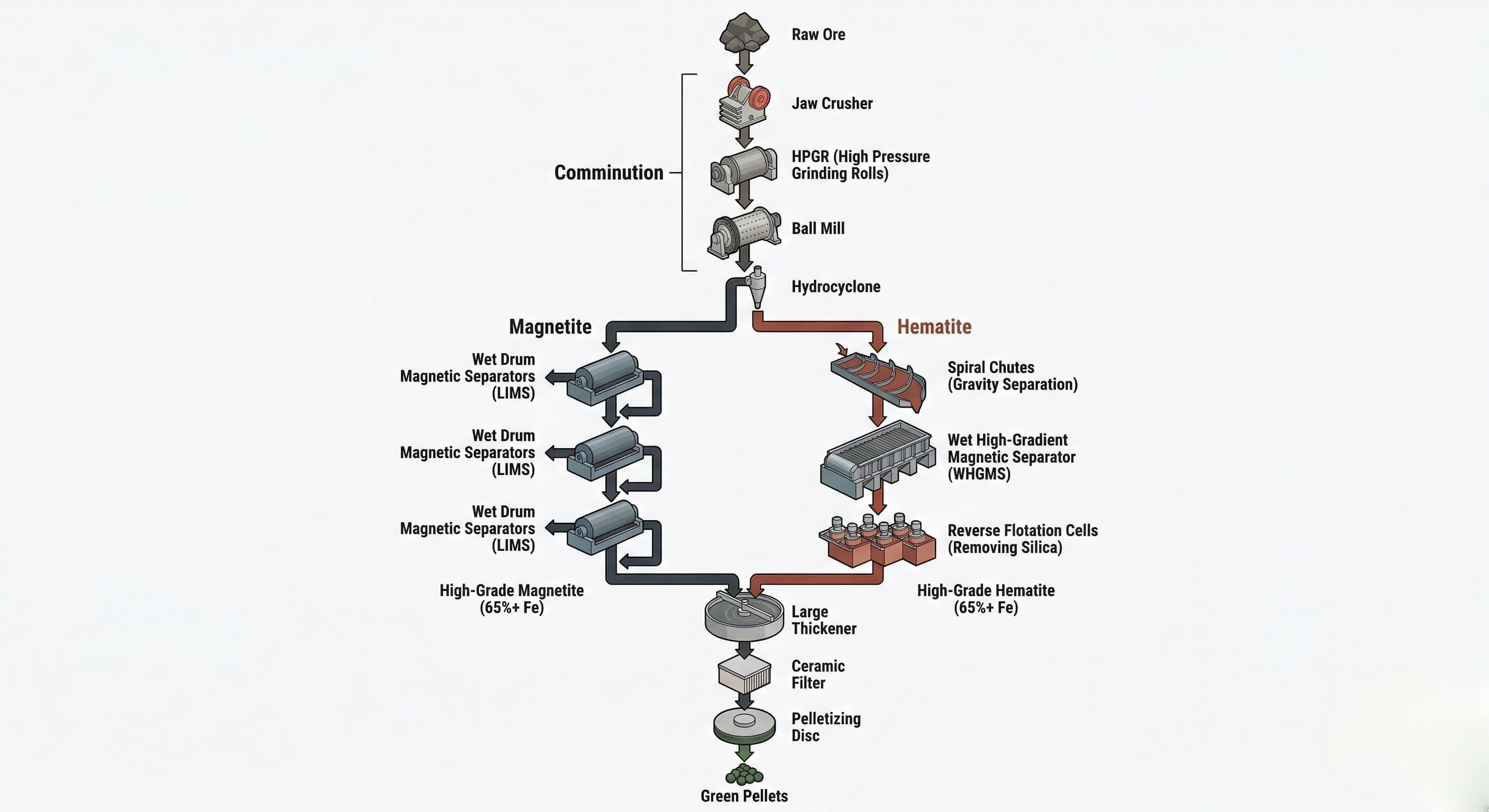
Part 3: The Magnetite Processing Flowsheet
Because Magnetite is highly magnetic, its beneficiation process relies almost entirely on physical magnetic separation. The strategy is to "Grind and Separate" in multiple stages to drop the waste rock as early as possible, saving milling energy.
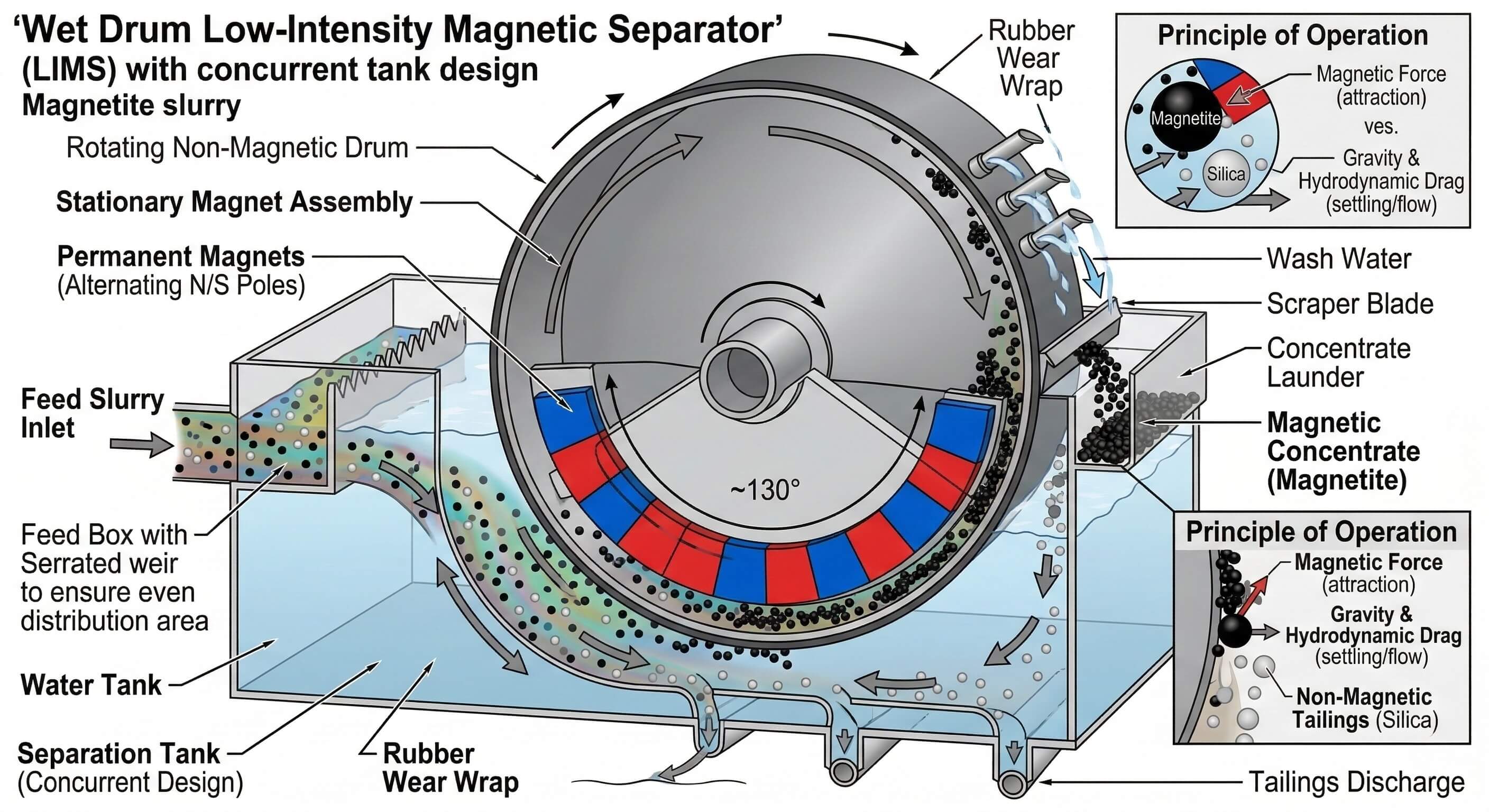
- Rougher Magnetic Separation (Cobbing): After coarse grinding, the slurry passes over a Wet Drum Low-Intensity Magnetic Separator (LIMS). The magnet pulls the magnetite out of the slurry, instantly rejecting a massive volume of non-magnetic silica waste (tailings).
- Regrind: The rougher concentrate (which still contains locked iron/silica particles) is sent to a secondary regrind mill.
- Cleaner Separation: The finer slurry passes over a second set of LIMS.
- Finisher/Magnetic Elutriation: For the final upgrade to 65%+ Fe, the slurry passes through a Finisher LIMS or an Elutriation column, which uses an upward flow of water combined with a magnetic field to wash out the last remaining microscopic silica particles trapped between the magnetic floccules.
Part 4: The Hematite Processing Flowsheet (The Complex Route)
Hematite ignores standard magnets. Therefore, a modern Hematite processing plant requires a more complex "Gravity + Strong Magnetic + Flotation" combined flowsheet.
Magnetizing Roasting (The Alternative)
If the hematite is extremely fine and intertwined with limonite/goethite, the ore can be fed into a Rotary Kiln and roasted at 700°C - 800°C with a reducing agent (like coal or natural gas). This chemical reaction artificially strips oxygen from the Hematite (Fe2O3), transforming it into synthetic Magnetite (Fe3O4). Once converted, the ore can be easily processed using cheap, standard Low-Intensity Magnetic Separators.
Part 5: Dewatering and Pelletization
Unlike copper or gold concentrates which are simply shipped to smelters as wet powders, iron ore concentrate faces a unique logistical challenge. Blast furnaces require a coarse, porous feed so that hot gases can flow through the furnace bed. If you dump fine iron ore powder (-325 mesh) into a blast furnace, it will choke the airflow and blow out the top.
Therefore, the fine concentrate must be dewatered and agglomerated.
- Thickening: The vast volumes of water used in magnetic separation are recovered using massive High-Efficiency Thickeners (often exceeding 50 meters in diameter).
- Filtration: The thick underflow is dried using Vacuum Disc Filters or Ceramic Filters to about 8-10% moisture.
- Pelletizing (For fine Magnetite): The damp powder is mixed with a binder (Bentonite) and rolled inside massive rotating discs to form spherical "green pellets" (9-16mm). These pellets are then baked in an induration furnace at 1300°C to harden them before being shipped to the steel mill.
FAQ: Troubleshooting Iron Ore Beneficiation Plants
A: This is a classic "liberation" issue. Your primary ball mill is likely grinding too coarsely, meaning the particles going to the magnetic separator are "middlings" (half iron, half quartz). The magnet pulls the iron, dragging the attached silica with it. You must implement a regrind stage or increase the residence time in your current milling circuit.
A: Dry magnetic separation (using Dry Magnetic Pulleys) is excellent for pre-concentration right after the crusher (e.g., at -10mm size) to reject barren waste rock before it enters the expensive ball mill. However, for fine grinding and final concentrate cleaning (-0.1mm), dry separation fails because fine particles clump together due to moisture and electrostatic forces. Wet separation is mandatory for the final product.
A: Spiral chutes rely entirely on gravity and centrifugal force. If your feed contains high amounts of ultra-fine "slimes" (< 30 microns), the viscosity of the water increases, preventing the heavier hematite from sinking to the inner trough of the spiral. You must install a Hydrocyclone cluster *before* the spirals to deslime the feed.
Conclusion: Building the Giants of Mining
Designing an iron ore processing plant is an exercise in extreme scale and mechanical endurance. A flowsheet that is inefficient by even 1% will translate to hundreds of thousands of tons of lost product or wasted energy over the lifecycle of the mine.
At OreSolution, we engineer for maximum tonnage and ultimate reliability. From fabricating heavy-duty Jaw Crushers and Ball Mills to designing multi-stage magnetic and reverse flotation circuits, we provide turnkey Iron Ore Production Lines that guarantee your product meets the strict demands of global steelmakers.
Are you developing a low-grade Magnetite or Hematite deposit? Contact OreSolution today to consult with our senior process engineers and begin designing your high-capacity beneficiation plant.