





Rare Earth Processing Plant: The Ultimate Guide to Monazite & Bastnaesite Beneficiation
The global transition to green energy rests on the shoulders of seventeen obscure elements known as the Rare Earth Elements (REEs). Specifically, Neodymium (Nd) and Praseodymium (Pr) are the non-negotiable raw materials required to manufacture the permanent magnets driving electric vehicle (EV) motors and offshore wind turbines. As nations scramble to secure independent supply chains, the demand for high-efficiency REE beneficiation plants has reached unprecedented levels.
However, "rare earths" are not actually rare in the earth's crust; what is exceptionally rare is finding them concentrated enough to mine, and what is even rarer is the engineering expertise required to extract them. REE ores are metallurgical nightmares, often entangled with radioactive elements, fluorites, and complex silicates. Designing a successful rare earth processing plant requires a surgical integration of gravity, high-intensity magnetic, electrostatic, and high-temperature flotation technologies.
As a globally recognized EPC (Engineering, Procurement, and Construction) contractor, OreSolution designs and commissions cutting-edge REE beneficiation production lines. This definitive engineering guide decodes the complexities of processing the two most commercially viable rare earth minerals: Monazite and Bastnaesite.
REE beneficiation is heavily scrutinized by environmental regulators. Monazite, in particular, contains significant amounts of Thorium (Th) and Uranium (U), making the ore and its tailings radioactive. The design of your flowsheet must not only focus on REO (Rare Earth Oxide) recovery but must integrate strict dust control, automated dry separation, and secure radioactive tailings management to achieve international permitting.
Part 1: Decoding REE Mineralogy - The Tale of Two Minerals
Before selecting comminution or separation equipment, we must define the target mineral. Over 90% of the world's light rare earths (LREEs) are extracted from two primary minerals, each requiring a fundamentally different processing philosophy.
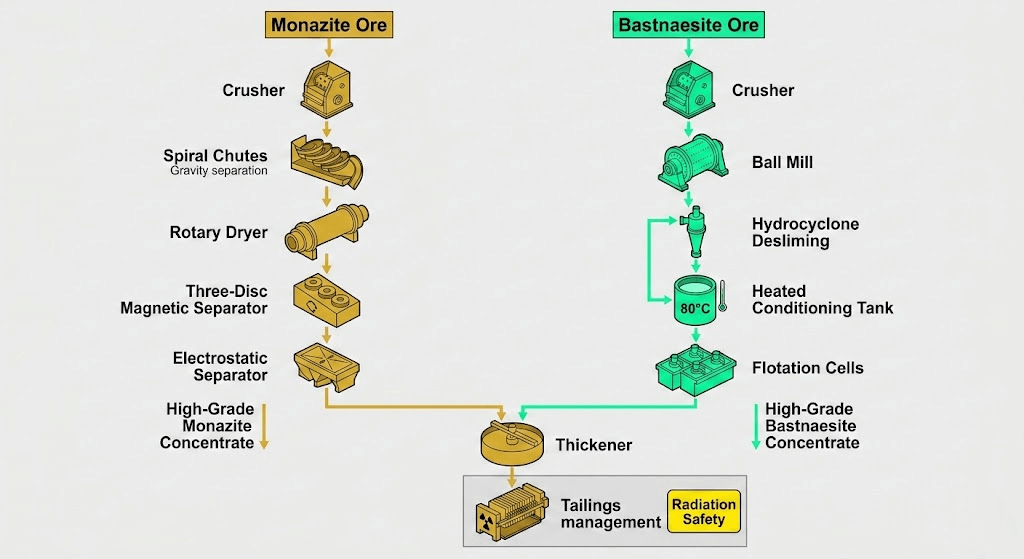
Part 2: Monazite Processing - The Physical Separation Circuit
When processing Monazite (often extracted from coastal Heavy Mineral Sands alongside Zircon and Rutile), the plant relies on a sophisticated sequence of dry and wet physical separation. Because Monazite is dense and paramagnetic, we avoid complex flotation chemicals.
1. Wet Gravity Pre-Concentration
Run-of-mine sand or crushed pegmatite is slurried and passed through a massive array of Spiral Chutes. The spirals reject the bulk of the light silica sand (SG 2.6), producing a Heavy Mineral Concentrate (HMC) containing Monazite, Ilmenite, Rutile, and Zircon.
2. Dry Magnetic Separation (The Core Split)
The HMC is dried in a Rotary Dryer. It is then passed over Low-Intensity Magnetic Separators to remove highly magnetic Ilmenite. The remaining concentrate is fed into OreSolution's flagship Three-Disc Magnetic Separator (or High-Intensity Induced Roll Magnets).
- With the magnetic field set to high intensity (typically 12,000 to 18,000 Gauss), the weakly magnetic Monazite and Xenotime are pulled out.
- The non-magnetic Zircon and Rutile pass straight through.
3. Electrostatic Polishing
To ensure absolute purity, the magnetic Monazite fraction may pass through a High-Tension Electrostatic Separator. Since Monazite is non-conductive, it is pinned to the grounded rotor, effectively separating it from any trace conductive minerals.
Part 3: Bastnaesite Processing - The Complex Flotation Circuit
Bastnaesite is typically found in hard rock carbonatite deposits (like the famous Mountain Pass mine in the USA or Bayan Obo in China). It is deeply intergrown with Calcite, Barite, and Fluorite. Because all these minerals share similar calcium or carbonate properties, gravity and magnetic separation fail. Complex Froth Flotation is mandatory.
1. Comminution & Desliming
The ore is crushed via Jaw Crushers and ground in a Ball Mill to approximately 80% passing 74 microns. Because Bastnaesite is brittle, over-grinding produces slimes that absorb expensive reagents. Hydrocyclone desliming prior to flotation is critical.
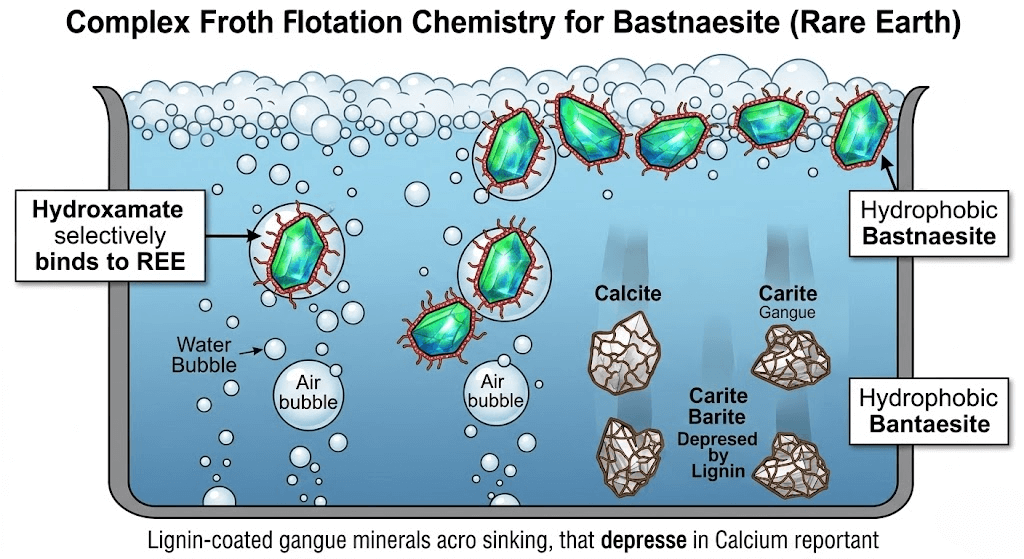
2. The Flotation Chemistry
Floating Bastnaesite away from Calcite and Barite requires highly specific, often heated, reagent regimes using Air-Inflated Flotation Cells.
3. High-Temperature Conditioning
Similar to Scheelite, Bastnaesite flotation often benefits immensely from a "Heating Stage." By pumping the rougher concentrate into a steam-jacketed conditioning tank and heating it to 70°C - 90°C with high doses of depressants, the collector bonds on the Calcite and Barite are thermally destroyed, while the REE-Hydroxamate bonds remain stable. Subsequent cleaner flotation yields a premium concentrate (>60% REO).
Part 4: The Hydrometallurgical Bridge (Cracking & Leaching)
Unlike copper or gold, you cannot simply melt a rare earth concentrate. The physical/flotation plant produces a mineral concentrate (e.g., 60% REO). To extract the individual rare earth metals (Nd, Pr, Dy), the mineral lattice must be chemically destroyed—a process known as "Cracking."
While OreSolution primarily provides the physical beneficiation EPC, we design our plants to seamlessly integrate with downstream hydrometallurgy:
- For Bastnaesite: Typically undergoes Acid Roasting (baking with concentrated Sulfuric Acid at 500°C) to convert REEs into water-soluble rare earth sulfates.
- For Monazite: Typically undergoes Caustic Soda (NaOH) Digestion at 150°C to break down the phosphates and isolate the radioactive Thorium as an insoluble hydroxide.
Part 5: Dewatering and Tailings Management
Whether processing Monazite or Bastnaesite, the final wet concentrate and massive volume of tailings must be rigorously dewatered. This is doubly critical for Monazite to prevent radioactive seepage into groundwater.
The slurry is pumped into high-capacity Thickeners to recover process water. The underflow is then processed through heavy-duty Plate and Frame Filter Presses. For radioactive tailings, the resulting dry filter cakes are encapsulated in lined, secure dry-stack tailings facilities, ensuring strict ESG compliance.
FAQ: Expert Troubleshooting for REE Processing Plants
A: Hydroxamate collectors are highly sensitive to water chemistry. If your process water contains high levels of free Calcium or Magnesium (hard water), these ions will consume the collector before it can attach to the rare earths. You must implement a water softening circuit (adding Soda Ash) before the flotation conditioning tanks.
A: Since both are heavy (SG ~4.6-5.2), gravity (spirals) will group them together. The separation must be done magnetically. Ensure the concentrate is completely dry (using a Rotary Dryer), then use a Three-Disc Magnetic Separator. The high-intensity magnetic field will pull the paramagnetic Monazite, leaving the diamagnetic (non-magnetic) Zircon to fall freely.
A: This is a classic selectivity failure. You need to implement a high-temperature conditioning stage (Petrov process) prior to your cleaner flotation cells. Heating the slurry to 80°C with Lignin Sulfonate will strip the collector off the Calcite, permanently depressing it.
Conclusion: Engineering the Future of Energy
Designing a rare earth processing plant is the pinnacle of metallurgical engineering. A generic flowsheet will fail instantly against the complex mineralogy of REEs, resulting in lost NdPr, unmanageable radioactive waste, and catastrophic financial losses.
At OreSolution, we provide the ultimate EPC advantage. From handling the rigorous laboratory testing required to formulate your custom Hydroxamate flotation regime, to manufacturing the massive Three-Disc Magnetic Separators and Filter Presses, we deliver bankable, ESG-compliant REE beneficiation plants.
Are you developing a strategic Rare Earth deposit? Contact OreSolution today to consult with our chief metallurgists and begin designing a flowsheet that secures the future of the green economy.