





Phosphate Processing Plant: The Ultimate Guide to Apatite Flotation & Beneficiation
Phosphate is the irreplaceable foundation of global food security. Over 85% of mined phosphate rock is processed into phosphoric acid to create agricultural fertilizers. However, a massive new demand has recently emerged: the Electric Vehicle (EV) industry. The meteoric rise of Lithium Iron Phosphate (LFP) batteries has turned high-purity phosphate into a highly prized, strategic energy metal.
As high-grade, easily minable phosphate reserves (P2O5 > 30%) are rapidly depleting, the global mining industry is shifting towards low-grade, highly complex sedimentary deposits. Processing these ores—where the valuable phosphate is intimately intergrown with problematic dolomite, calcite, and silica—is one of the greatest chemical and physical engineering challenges in modern metallurgy.
As a premier EPC (Engineering, Procurement, and Construction) contractor, OreSolution has extensive experience designing and optimizing massive Phosphate Ore Production Lines. This comprehensive engineering guide will demystify the complexities of phosphate beneficiation, detailing when to use "Direct Flotation," the highly complex "Reverse Flotation," and how to manage the critical "MgO Penalty."
In the phosphate industry, your concentrate grade (P2O5 %) is important, but your Magnesium Oxide (MgO) content is critical. If MgO exceeds 1.0% - 1.5%, fertilizer plants will heavily penalize or outright reject your product, as high magnesium ruins the sulfuric acid leaching process downstream. The primary goal of a modern phosphate processing plant is the aggressive rejection of MgO.
Part 1: Understanding Phosphate Mineralogy - Igneous vs. Sedimentary
To design an effective phosphate rock beneficiation plant, you must first classify your ore body. Phosphate minerals (primarily Apatite and Phosphorite) occur in two vastly different geological environments, each requiring a completely different flowsheet.
Part 2: Comminution and the Critical Importance of Desliming
The first step in upgrading low-grade rock (e.g., 15% P2O5) to commercial grade (e.g., 30%+ P2O5) is physical liberation.
1. Crushing and Grinding
Standard Jaw Crushers and Cone Crushers reduce the ROM ore. The crushed ore is then fed into a Ball Mill. Unlike hard rock gold, sedimentary phosphate is relatively soft. Over-grinding is a massive risk, as it creates ultra-fine "slimes."
2. Desliming (The "Make or Break" Step)
Sedimentary phosphate ores often contain 10% to 20% clay slimes. If these slimes enter the flotation circuit, they act like a sponge, instantly absorbing all your expensive flotation reagents. This causes reagent costs to skyrocket and flotation selectivity to collapse.
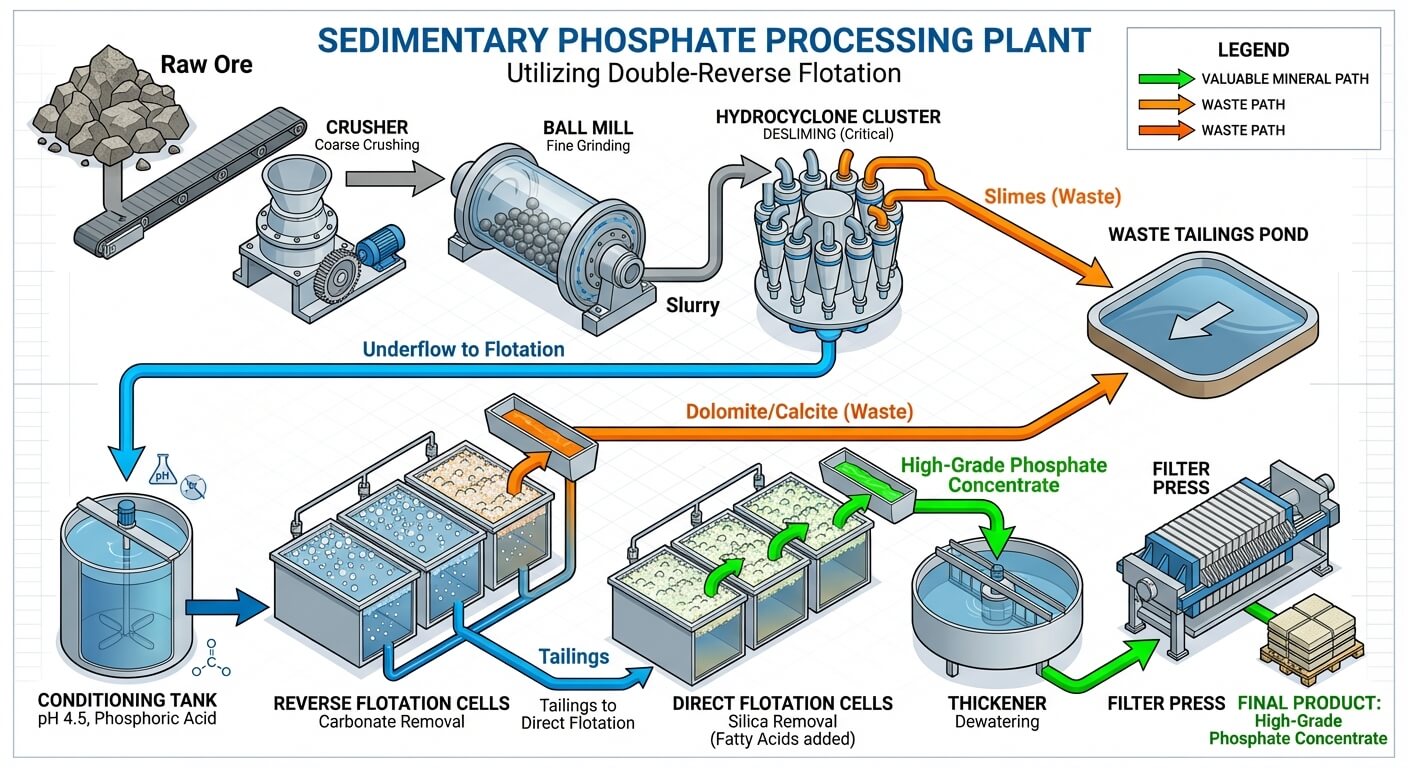
The Engineering Solution: Before any chemicals are added, the milled slurry must pass through a two-stage Hydrocyclone desliming circuit. The ultra-fine clay (typically -20 microns) is washed away through the cyclone overflow, while the clean, sandy underflow is sent to the flotation conditioning tanks.
Part 3: Flotation Strategies - Direct vs. Reverse
Once liberated and deslimed, the ore enters the heart of the phosphate processing plant: the flotation circuit. Depending on the gangue minerals present, OreSolution metallurgists will select one of three advanced flotation architectures utilizing high-capacity Air-Inflated Flotation Machines.
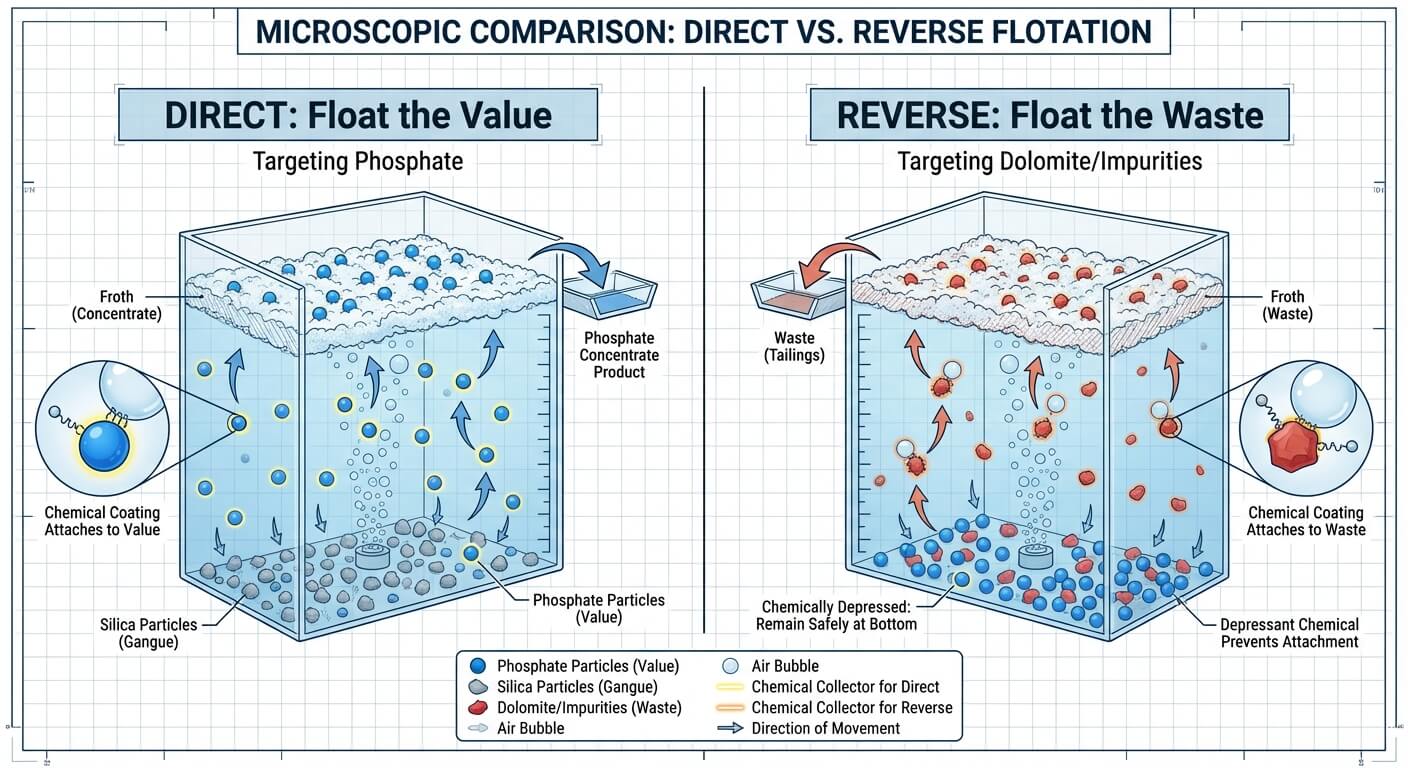
The Challenge of Dolomite Separation
Why is separating phosphate (Apatite) from dolomite so difficult? Because both minerals are calcium-based. A standard fatty acid collector will indiscriminately attach to both, floating them together.
To solve this, we use the Reverse Flotation technique. We add Phosphoric Acid or Sulfuric Acid to the slurry to drop the pH. In this acidic environment, the surface of the phosphate mineral becomes hydrophilic (water-loving) and sinks, while the dolomite remains hydrophobic, attaches to the bubbles, and is floated away as waste.
Part 4: Calcination - The Alternative to Flotation
In some rare cases, if the sedimentary ore is too heavily impregnated with organic carbon and carbonates, flotation becomes chemically impossible. In these scenarios, a Thermal Calcination Process is employed.
- The crushed ore is fed into a massive Rotary Kiln and heated to 900°C - 1000°C.
- The heat burns off the organic carbon and decomposes the carbonates (CaCO3) into free lime (CaO) and CO2 gas.
- The calcined ore is then quenched in water (slaked), which turns the CaO into fine calcium hydroxide mud. This mud is washed away using hydrocyclones, leaving behind the upgraded phosphate rock.
Note: Calcination is highly effective but extremely energy-intensive. OreSolution always attempts to optimize a flotation route first to save on long-term OPEX.
Part 5: Dewatering and Tailings Management
Phosphate flotation plants process colossal tonnages of water. Efficient dewatering is essential to produce a shippable concentrate and adhere to environmental regulations regarding tailings disposal.
The phosphate concentrate (whether from direct flotation froth or reverse flotation tailings) is pumped to a High-Efficiency Center Drive Thickener. Here, flocculants are added to settle the phosphate, recovering over 80% of the process water. The thickened underflow is then processed through high-capacity Filter Presses or vacuum belt filters to reduce the moisture content to below 10%, ready for transport to the fertilizer plant.
FAQ: Expert Troubleshooting for Phosphate Beneficiation
A: The most common culprit is poor desliming. If your hydrocyclones are failing and allowing -20 micron clay slimes into your flotation cells, those slimes will absorb your fatty acid collectors. Check your cyclone feed pressure and overflow density immediately. Secondary causes include incorrect pH levels or changes in the water hardness (calcium/magnesium ions in the water supply).
A: High MgO means dolomite is slipping into your final product. If you are using Direct Flotation, you must switch to or add a Reverse Flotation circuit. If you are already using Reverse Flotation, check your pH. Dolomite flotation requires a strictly maintained acidic environment (usually pH 4.5 - 5.0) using Phosphoric or Sulfuric acid to effectively depress the phosphate while floating the dolomite.
A: Phosphate flotation using fatty acid collectors is highly temperature-sensitive. In cold climates, fatty acids do not disperse well in water, leading to poor selectivity and high reagent consumption. It is standard practice to heat the slurry (or at least the reagent conditioning tanks) to 25°C - 35°C to ensure optimal collector activity.
Conclusion: The OreSolution EPC Advantage
Designing a high-tonnage phosphate processing plant is a complex matrix of fluid dynamics, fine grinding, and highly sensitive surface chemistry. Applying a generic flotation flowsheet to a complex sedimentary phosphate deposit will inevitably lead to high MgO penalties and catastrophic reagent costs.
At OreSolution, we let the mineralogy dictate the engineering. From conducting exhaustive bench-scale Direct/Reverse flotation tests to designing custom hydrocyclone desliming clusters and manufacturing heavy-duty flotation cells, we deliver turnkey Phosphate Production Lines that guarantee the P2O5 grade your buyers demand.
Are you developing a Phosphate deposit for the agricultural or EV battery markets? Contact OreSolution today to consult with our senior process engineers and design an optimized, low-OPEX beneficiation plant.