
Tin Ore Processing Plant: The Ultimate Guide to Cassiterite Beneficiation & Slime Recovery
Tin is the invisible glue of the modern world. Every smartphone, electric vehicle, and solar panel relies on tin solder to connect its electronic components. As global reserves of easy-to-mine alluvial tin deplete, the mining industry is turning to complex, low-grade hard rock tin deposits to meet soaring demand.
However, extracting tin—primarily found as the mineral Cassiterite (SnO2)—is an engineering minefield. Cassiterite possesses a high specific gravity (SG 6.8 - 7.1), making it theoretically perfect for gravity separation. The paradox? Cassiterite is incredibly brittle. If you grind the ore slightly too much, it shatters into microscopic dust known as "Tin Slimes". These slimes cannot be recovered by standard gravity methods and will wash straight into your tailings dam, taking your profits with them.
As a leading global EPC provider, OreSolution specializes in designing highly efficient Tin Ore Production Lines and Alluvial Tin Plants. This ultimate guide breaks down the engineering principles of Cassiterite beneficiation, the "Grind and Recover Early" strategy, and how modern technology is finally solving the million-dollar tin slime problem.
In a tin ore processing plant, the absolute governing principle is: "Liberate and recover as early as possible." You must separate the coarse tin immediately after crushing/grinding. Never let liberated cassiterite return to the mill, or it will be destroyed into unrecoverable slimes.
Part 1: Understanding Cassiterite Mineralogy
Before selecting a single piece of equipment, you must understand what makes cassiterite beneficiation unique. Tin rarely exists alone. It is usually found in complex polymetallic ores, often heavily associated with iron, tungsten, and sulfur.
- High Density: Cassiterite has a density of ~7.0 g/cm³, while typical gangue (quartz) is 2.6 g/cm³. This massive density difference makes Gravity Separation the undisputed core of any tin plant.
- Extreme Brittleness: It shatters on impact. Standard ball milling often reduces 30% to 40% of the tin into -20 micron slimes.
- Associated Impurities: Cassiterite is frequently intergrown with Pyrite (Sulfur), Magnetite (Iron), and Wolframite (Tungsten). Gravity separation cannot separate tin from these heavy impurities; you need chemical and magnetic downstream processing.
Part 2: Comminution - The "Anti-Slime" Grinding Strategy
The success or failure of your entire plant is decided in the grinding circuit. Standard copper or gold grinding circuits will destroy a tin deposit.
1. Multi-Stage Crushing
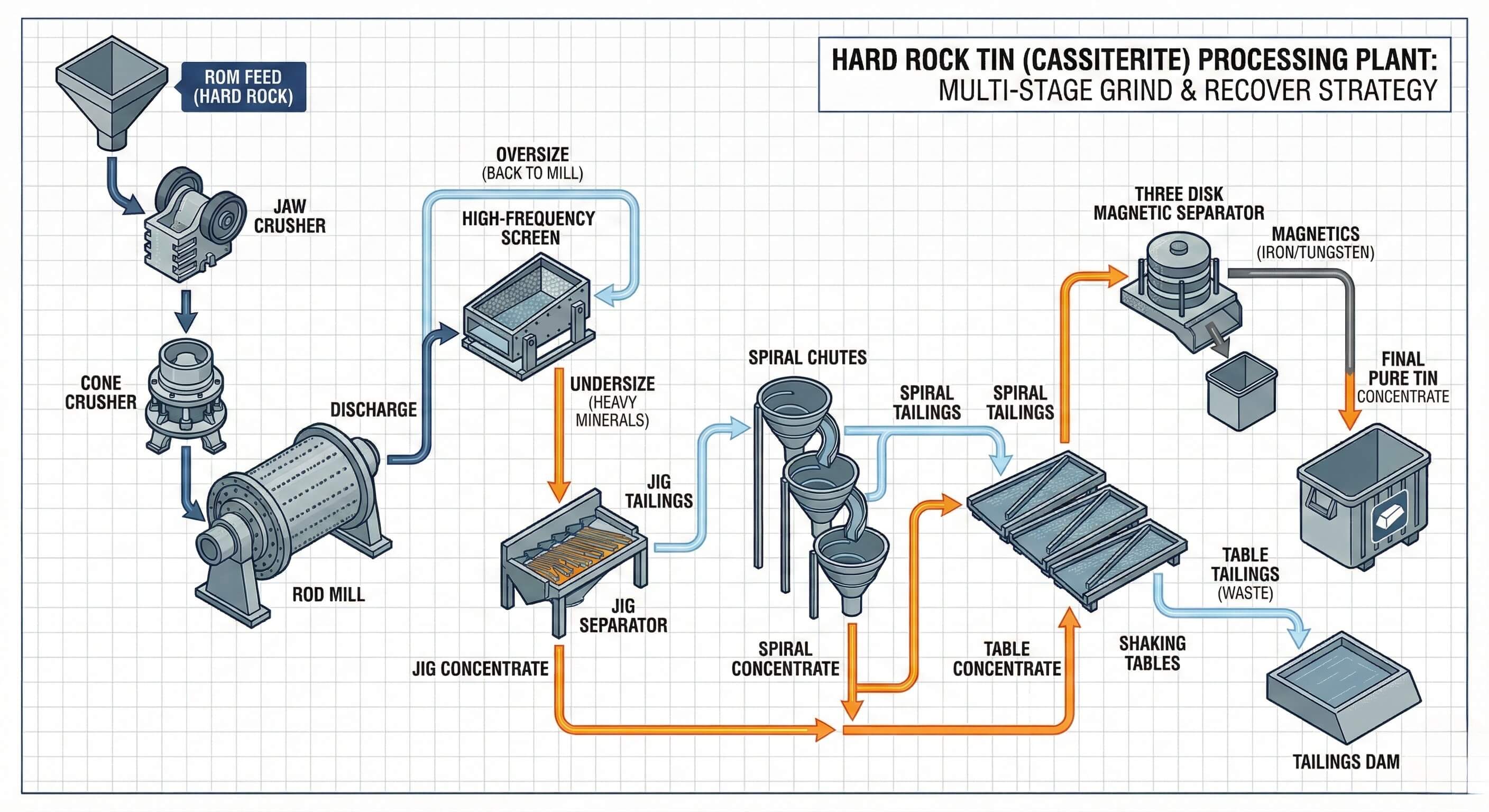
We employ a strict multi-stage crushing circuit (Primary Jaw Crusher → Secondary Cone Crusher → Fine Crushing) to bring the ore down to -10mm before it ever sees a mill. By crushing the ore rather than grinding it, we minimize the production of fine dust.
2. Rod Mills vs. Ball Mills
For primary grinding, OreSolution strongly advocates for Rod Mills over Ball Mills. Ball mills use "point-contact" crushing, which smashes the brittle cassiterite into slimes. Rod mills use "line-contact" grinding; the rods roll over each other, preferentially grinding the larger, harder quartz while leaving the smaller, heavier tin particles intact.
3. Closed Circuit with Screens, Not Cyclones
In most processing plants, hydrocyclones classify the mill discharge. However, because cassiterite is so heavy, a hydrocyclone will often send perfectly liberated, fine tin back into the mill (because it settles as fast as a large piece of quartz). To prevent this catastrophic over-grinding, we use High-Frequency Vibrating Screens for classification instead of cyclones.
Part 3: Gravity Separation - The Heart of the Plant
Because cassiterite particles are liberated at different sizes, a modern tin processing plant design uses a cascade of different gravity separators, each tuned to catch a specific size fraction.
The standard flow is: The Jig catches the coarse tin. The tailings from the Jig are ground finer and sent to the Spirals. The concentrate from the Spirals is cleaned on the Shaking Tables.
Part 4: The Tin Slime Problem - Flotation and Centrifuges
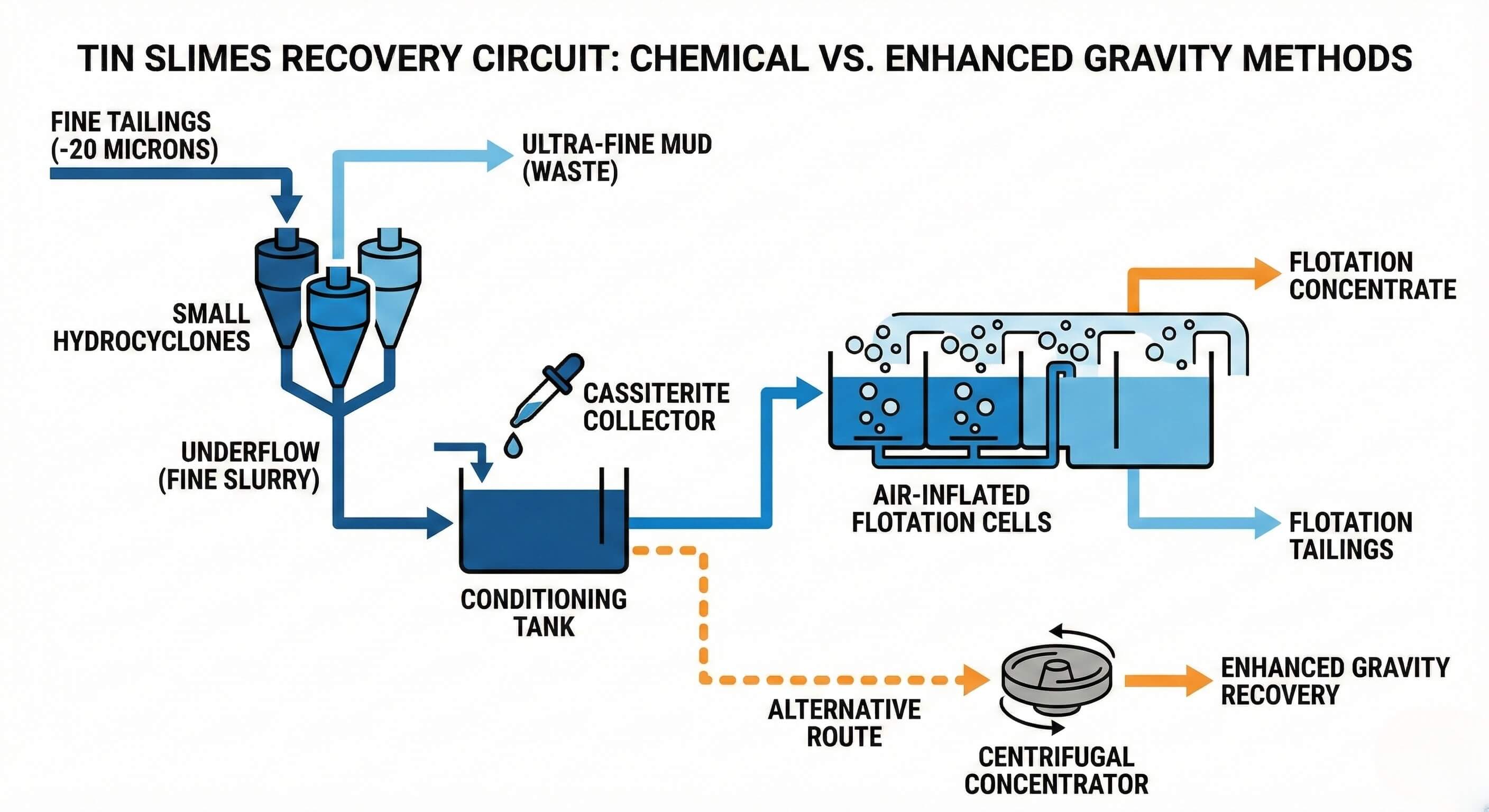
Despite the best grinding strategies, 15% to 30% of your tin will inevitably be ground below 20 microns (-800 mesh). At this microscopic size, shaking tables and spirals fail because water turbulence overpowers gravity. Historically, this was simply dumped as waste.
Today, OreSolution implements two advanced technologies to recover these lost millions:
1. Cassiterite Flotation (Chemical Recovery)
We use Air-Inflated Flotation Machines specifically tuned for oxide minerals. After aggressive desliming (removing ultra-fine mud <5 microns using small cyclones), we introduce specialized collectors (like Styrene Phosphonic Acid or Benzyl Arsonic Acid). These expensive but highly selective reagents attach to the microscopic cassiterite particles, floating them to the surface as a froth concentrate.
2. Centrifugal Concentrators (Enhanced Gravity)
If chemical flotation is too expensive, we utilize Centrifugal Concentrators (like Knelson/Falcon types). These machines spin at high speeds, amplifying gravity up to 100 G-forces. This immense force pins the microscopic tin slimes against the spinning bowl, allowing for physical recovery of particles down to 10 microns without chemicals.
Part 5: Upgrading and Purification (Removing Iron and Sulfur)
Gravity separation will give you a "Bulk Heavy Concentrate". Unfortunately, this concentrate often contains heavy impurities like Iron (Magnetite/Hematite), Pyrite, and Wolframite. Smelters demand >60% Sn (Tin) purity and heavily penalize sulfur and iron.
To upgrade the rough concentrate to commercial grade, we use a dedicated purification circuit:
FAQ: Expert Troubleshooting for Tin Processing Plants
A: This usually happens because the feed is not properly "classified". If you feed a mix of coarse quartz and fine tin onto the same table, the water flow required to wash away the coarse quartz will also wash away the fine tin. You must use a hydraulic classifier before the shaking table to ensure it only processes particles of identical size.
A: Yes, they frequently occur together and have identical densities, meaning gravity separation will catch them both as a mixed concentrate. To separate them, you must dry the concentrate and use a Three Disk Magnetic Separator. Wolframite is weakly magnetic and will be pulled out, leaving the completely non-magnetic Cassiterite behind.
A: Your slurry is likely contaminated with ultra-fine "slimes" (<5 microns) or calcium ions. Slimes absorb massive amounts of reagents, leaving none for the actual tin. You must install high-efficiency desliming cyclones before the flotation conditioning tank to remove the ultra-fines.
A: Due to the brittle nature of cassiterite, a global recovery rate of 70% to 75% is considered standard for hard rock. If you implement an advanced slimes recovery circuit (Flotation or Centrifuges), you can push this to 80%-85%, massively increasing the project's ROI.
Conclusion: Designing for Maximum Profitability
Designing a tin ore processing plant is a battle against over-grinding. A poorly engineered comminution circuit will instantly destroy your profitability by turning your valuable cassiterite into unrecoverable dust. Success requires a meticulous combination of rod milling, multi-stage gravity separation, and high-tech slimes recovery.
At OreSolution, we don't just supply equipment; we supply the metallurgical intelligence required to unlock complex deposits. From alluvial riverbeds to deep-vein hard rock mines, our EPC turnkey services guarantee a Tin Production Line optimized for your specific ore.
Are you struggling with low tin recovery or high impurities? Contact OreSolution today. Let our expert engineers analyze your flowsheet and help you capture the slimes you are currently throwing away.