
Tungsten Ore Beneficiation Guide: Wolframite vs Scheelite Processing Plants
Tungsten (W) is a highly strategic metal known for its unparalleled melting point and extreme hardness. It is the backbone of the aerospace, defense, and heavy manufacturing industries. However, extracting this critical metal from the earth is notoriously difficult. Unlike gold or copper, which often have standardized extraction methods, the tungsten ore beneficiation process requires vastly different flowsheets depending on the specific mineralogy of the deposit.
In the mining world, tungsten primarily exists in two commercial forms: Wolframite (iron-manganese tungstate) and Scheelite (calcium tungstate). If you apply a Wolframite flowsheet to a Scheelite deposit, your plant will fail catastrophically.
As a leading EPC contractor in complex mineral processing, OreSolution designs and builds both Wolframite Beneficiation Production Lines and Scheelite Production Lines globally. This ultimate engineering guide breaks down the physical properties, comminution strategies, and the critical choice between gravity separation and froth flotation for tungsten ores.
The golden rule of tungsten processing is: "Recover as early as possible, and recover as coarsely as possible." Both Wolframite and Scheelite are incredibly brittle. If over-ground into "slimes" (fine mud), recovery rates plummet. A well-designed crushing and grinding circuit is just as important as the actual separation equipment.
Part 1: Understanding Your Deposit - Wolframite vs Scheelite
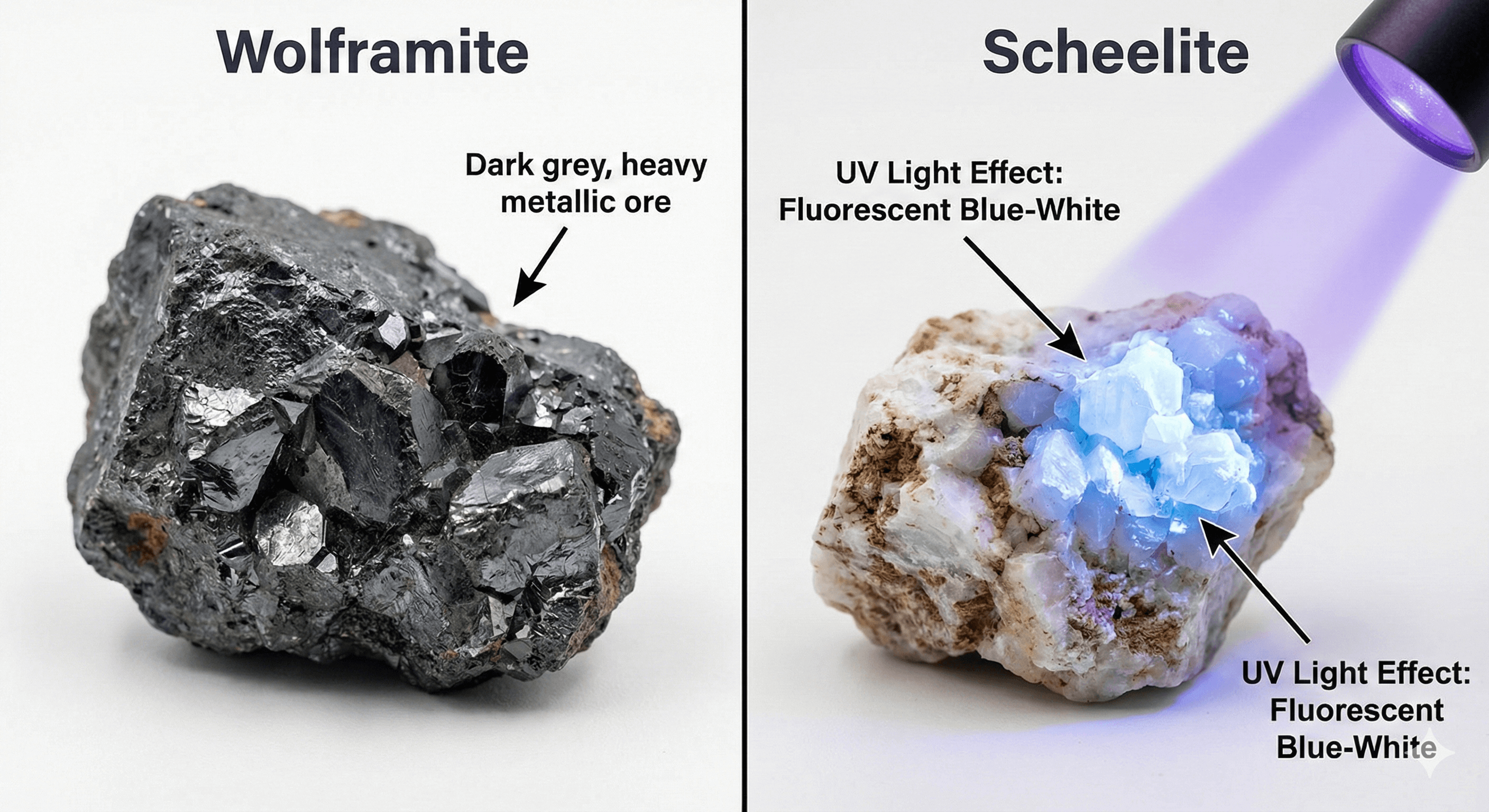
Before selecting equipment, a thorough mineralogical analysis is mandatory. The physical and chemical differences between these two minerals dictate the entire plant design.
Part 2: Comminution - The Battle Against Slimes
Tungsten minerals are extremely friable (brittle). If a standard ball mill is used without proper classification, the tungsten will quickly grind down to ultra-fine particles (slimes, typically -10 microns). These slimes are nearly impossible to recover using gravity methods like shaking tables or jigs.
The "Multi-Stage Grind, Multi-Stage Recovery" Strategy
To prevent over-grinding, OreSolution employs a specific comminution strategy:
- Stage Crushing: Using Jaw Crushers and Cone Crushers to reduce the ore gradually.
- Rod Mills over Ball Mills: For primary grinding, we strongly recommend a Rod Mill instead of a Ball Mill. Rod mills grind by a "line-contact" tumbling action, which produces a much more uniform particle size and significantly less slime than the "point-contact" action of a ball mill.
- Early Recovery: Immediately after the rod mill, the coarse material is sent to a Sawtooth Wave Jig to capture coarse tungsten before it can be ground further.
Part 3: Wolframite Beneficiation (Gravity & Magnetic Focus)
Because Wolframite is extremely heavy and weakly magnetic, the Wolframite processing flowsheet relies heavily on physical separation rather than chemicals.
1. Roughing: Jigging for Coarse Recovery
After crushing and screening, the coarse fraction (typically 2mm - 10mm) is fed into a Jig Separator. The pulsating water column easily separates the heavy Wolframite (SG > 7) from the lighter quartz gangue (SG ~ 2.6). This step can recover up to 50% of the total tungsten at a very low operating cost.
2. Cleaning: Shaking Tables for Fines
The finer fraction (-2mm) that bypasses the jig is sent to a hydraulic classifier and then distributed to a battery of 6-S Shaking Tables. The shaking table provides highly precise separation for fine particles, creating a high-grade concentrate, a middling product (which is reground), and tailings.
3. Purification: Dry Magnetic Separation
Wolframite concentrates from jigs and tables are rarely pure; they are often contaminated with Cassiterite (Tin) or magnetic iron ores. Because Wolframite is weakly magnetic, we dry the concentrate and pass it through a Three Disk Magnetic Separator. This machine uses high-intensity magnetic fields to pull the Wolframite away from the non-magnetic tin and silica, resulting in a premium commercial-grade concentrate (usually > 65% WO3).
Part 4: Scheelite Beneficiation (The Flotation Challenge)
Unlike Wolframite, Scheelite is non-magnetic and often finely disseminated in the host rock. While coarse Scheelite can be recovered with gravity (Jigs/Tables), the bulk of modern Scheelite processing plants rely on Froth Flotation.
Scheelite flotation is notoriously complex because it often co-exists with Calcium-bearing gangue minerals like Calcite (CaCO3) and Fluorite (CaF2). Because Scheelite (CaWO4) shares the same Calcium cation, standard collectors cannot easily distinguish between them.
The Petrov Process (Heating Flotation)
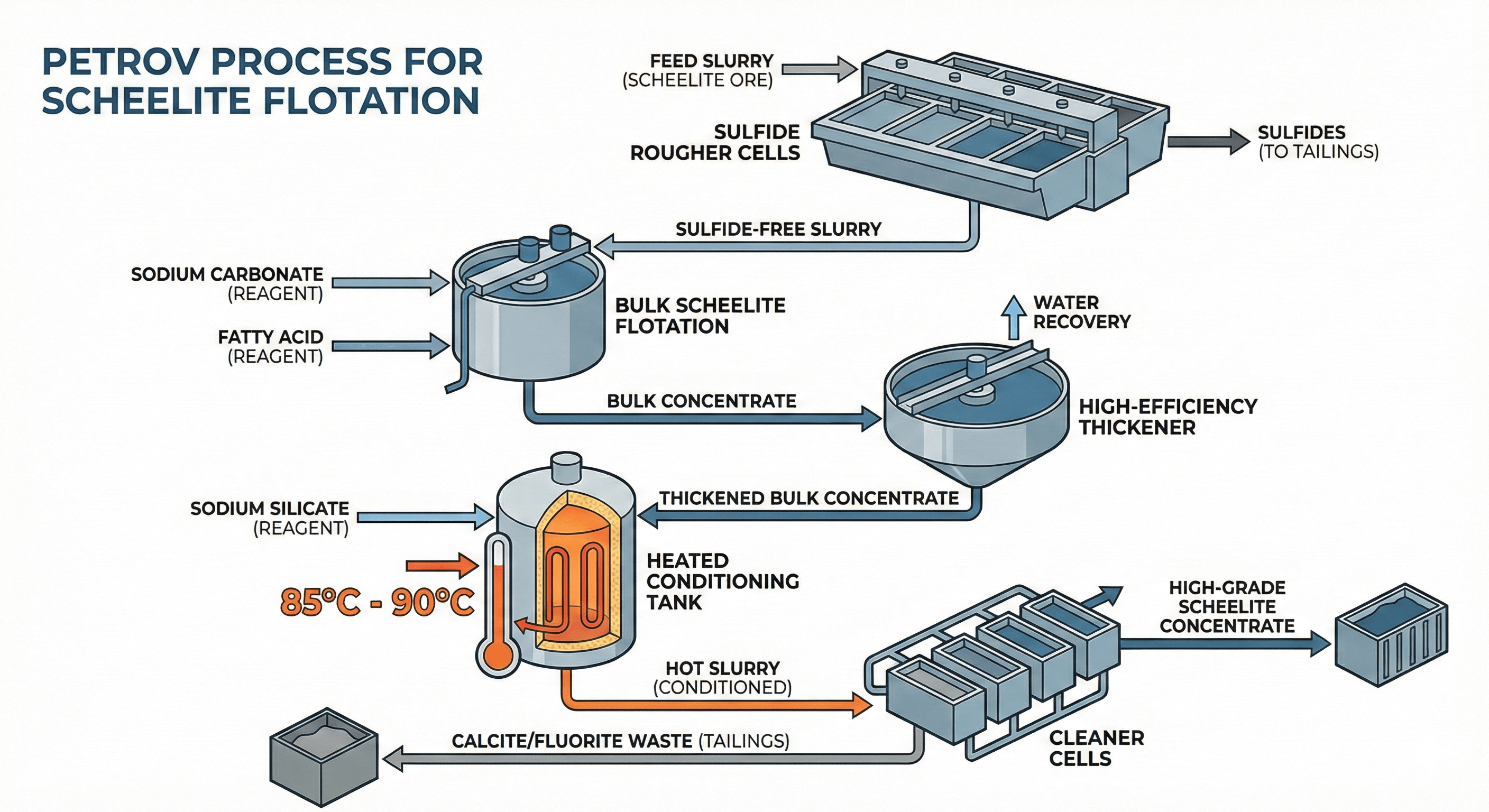
To solve the calcium separation problem, metallurgists developed the "Petrov Process" (or heated cleaning process).
- Rougher Flotation (Room Temperature): Sodium Carbonate (Na2CO3) is added as a pH modifier and dispersant. Sodium Silicate (Water Glass) is added to depress silica. Fatty acid collectors (like Oleic acid) are used to float a "Bulk Concentrate" containing Scheelite, Calcite, and Fluorite.
- Thickening: The bulk concentrate is thickened to about 60% solids using a High-Efficiency Thickener.
- Heating and High-Shear Stirring: A large dose of Sodium Silicate is added to the thick slurry, and the mixture is heated to 85°C - 90°C for 1 to 2 hours in a specialized conditioning tank.
- Why Heat? The intense heat and Sodium Silicate permanently "blind" (depress) the surfaces of Calcite and Fluorite, stripping away the collector. However, the collector film on the Scheelite remains stable.
- Cleaner Flotation: The heated slurry is diluted and sent to Cleaner Flotation Cells. Only the Scheelite floats, leaving the Calcite and Fluorite in the tailings.
Part 5: Polymetallic Tungsten Ores (Removing Sulfides)
Both Wolframite and Scheelite deposits are frequently contaminated with sulfide minerals like Pyrite, Molybdenite, or Bismuthinite. Sulfides are a severe penalty element in tungsten concentrates.
Before any tungsten gravity or flotation steps, the ore must undergo Sulfide Bulk Flotation. Using Xanthate collectors, we float off all the sulfides (which can often be sold as a valuable by-product, like Copper or Bismuth concentrate). The "tailings" from this sulfide circuit then become the "feed" for the main tungsten circuit.
FAQ: Troubleshooting Tungsten Processing Plants
A: This is the most common issue in Scheelite flotation. It means Calcite or Fluorite is floating with your Scheelite. You must optimize your "Heating Cleaning" (Petrov Process) stage. Ensure the temperature is consistently reaching 85°C+, and check your Sodium Silicate dosing. If the dosage is too low, the Calcite won't be depressed.
A: You can, but it is highly discouraged unless the tungsten is very finely disseminated. A Ball Mill produces significantly more "slimes" (-10 microns) than a Rod Mill. Because Wolframite relies on gravity separation, any tungsten ground into slimes will be lost to the tailings, drastically reducing your overall plant recovery rate.
A: Wolframite and Cassiterite are often found together and have very similar specific gravities, making gravity separation (tables/jigs) impossible. The solution is Dry High-Intensity Magnetic Separation. Wolframite is weakly magnetic and will be pulled by the magnets, while Cassiterite is completely non-magnetic and will pass through.
A: For a well-designed Wolframite gravity plant, recovery rates of 75% to 80% are standard. For complex Scheelite flotation plants, achieving a 70% to 75% recovery while maintaining a high commercial grade (65% WO3) is considered excellent.
Conclusion: Designing for Profitability
Tungsten beneficiation is unforgiving. A generic flowsheet will result in massive losses to the tailings dam or a concentrate grade so low that it incurs severe smelter penalties. Whether you are dealing with heavy, magnetic Wolframite or complex, calcium-rich Scheelite, the process requires surgical precision in comminution and chemical control.
At OreSolution, we don't guess. Our EPC approach begins with rigorous metallurgical testing in our laboratory to understand your specific ore. From designing the optimal Rod Mill grinding circuit to engineering high-temperature Scheelite flotation systems, we deliver Tungsten Processing Plants that maximize recovery and profitability.
Are you developing a Tungsten deposit? Contact OreSolution today to consult with our senior metallurgists and begin your flowsheet design.