
Heavy Mineral Sands Processing: How to Separate Zircon, Rutile & Ilmenite Effectively
In the world of mining, few deposits are as valuable—or as technically challenging to process—as Heavy Mineral Sands (HMS). Often found in coastal placer deposits, these black sands contain a treasure trove of Titanium (Ilmenite, Rutile) and Zirconium (Zircon). However, unlike gold which can be separated by gravity alone, Heavy Mineral Sands processing requires a sophisticated combination of physical separation techniques.
According to recent industry reports, the global demand for Zircon and Titanium feedstocks is projected to grow steadily through 2030, driven by the ceramics and pigment industries. To capitalize on this market and achieve high purity (e.g., 66% ZrO2 for Zircon sand), you must master the "Holy Trinity" of separation: Gravity, Magnetism, and Electrostatics.
As an expert EPC provider, OreSolution has designed successful titanium-zirconium plants across Africa and Southeast Asia. This guide will explain the Zircon Rutile separation method step-by-step and help you choose the right equipment.
The key to profit in Heavy Mineral Sands processing is not just recovery rate, but purity. A Zircon concentrate contaminated with Titanium is often unsellable. Precision separation is mandatory.
What is Heavy Mineral Sands Processing?
Heavy Mineral Sands processing refers to the extraction and concentration of valuable minerals such as Ilmenite, Rutile, Zircon, and Monazite from beach or dune sands. These deposits are globally distributed, with major operations in Australia, South Africa, Mozambique, and China.
Typically, the raw ore contains 1% to 10% heavy minerals. The goal of mineral sands beneficiation is to produce a Heavy Mineral Concentrate (HMC) containing over 90% heavy minerals, and then separate this HMC into individual market-grade products like premium Zircon sand or Rutile concentrate. This involves a sequence of specific gravity upgrading, magnetic cleaning, and high-tension electrostatic finishing.
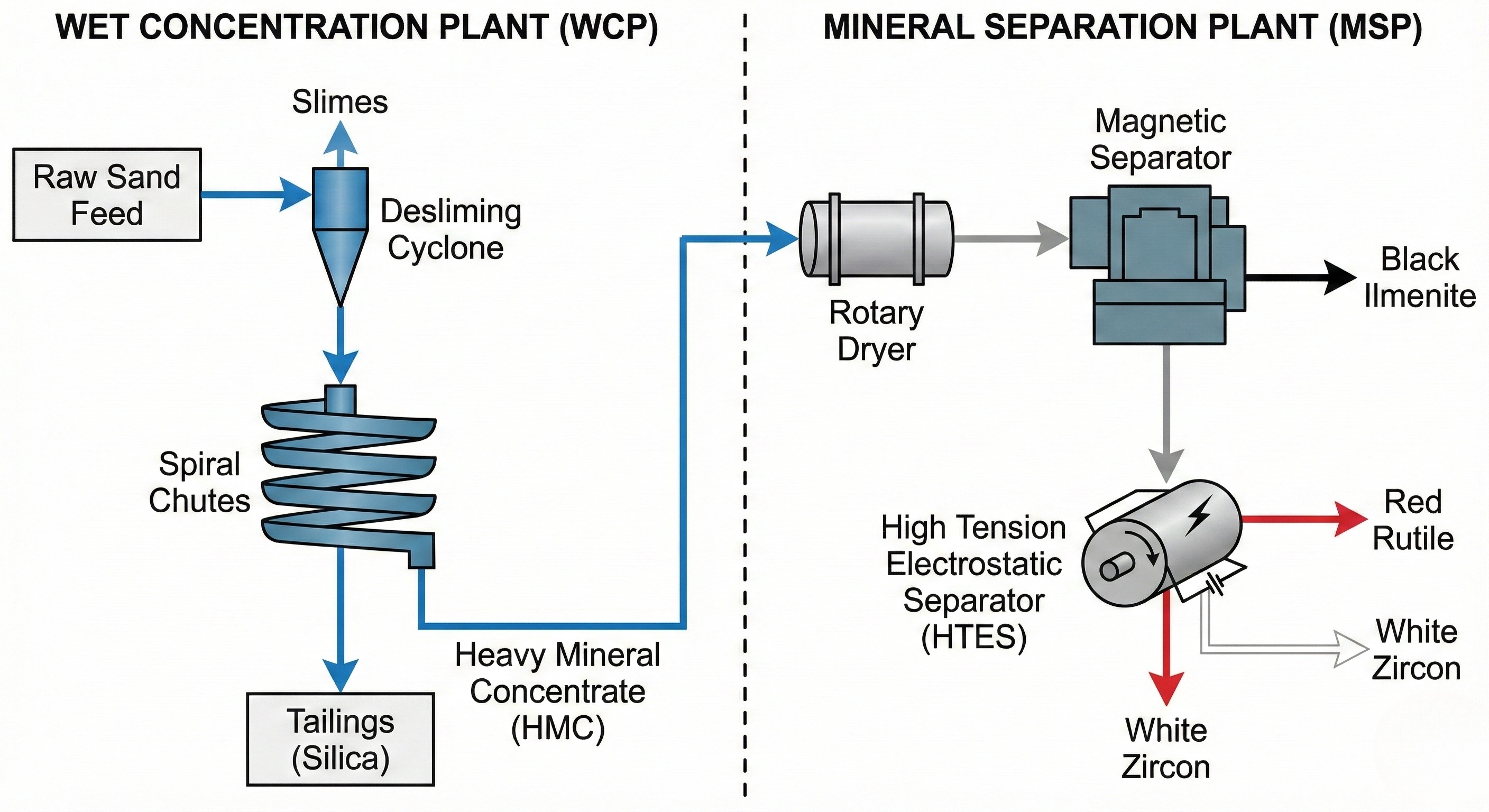
Wet Concentration Plant (WCP) – Gravity Separation
The first step happens at the mine site. It is uneconomical to transport tons of silica sand to the dry mill. Therefore, we use a Wet Concentration Plant (WCP) to discard the light silica and produce HMC.
Best Equipment for WCP: Spiral Chutes
The Spiral Chute is the standard equipment for Heavy Mineral Sands processing at the wet stage. It uses gravity and centrifugal force to separate heavy minerals from light silica sand.
- Rougher Spirals: Handle the bulk feed and reject the majority of silica.
- Cleaner Spirals: Upgrade the concentrate to >90% HM.
- Desliming: Always use a Desliming Hopper or Hydrocyclone before spirals, as slime coats minerals and disrupts separation.
Mineral Separation Plant (MSP) – Dry Separation
Once you have a dried HMC, the real challenge begins: separating the black minerals (Ilmenite, Rutile) from the white/pink minerals (Zircon, Monazite). This takes place in the Mineral Separation Plant (MSP).
Magnetic Separation: Ilmenite Upgrading
We first exploit the magnetic susceptibility difference. This is a crucial step in the Ilmenite beneficiation process.
For high-precision cleaning of Ilmenite, we recommend the Three Disk Magnetic Separator. Unlike standard drum separators, the Three Disc machine allows you to adjust the magnetic field intensity of each disc independently, separating minerals with very slight magnetic differences.
Electrostatic Separation: Rutile Concentration & Zircon Beneficiation
After magnetic separation, you are left with a non-magnetic mix. Gravity cannot separate them effectively because their densities are too close. Here, we use conductivity to perform Zircon Rutile separation.
- Rutile: Conductive (Acts like a metal wire).
- Zircon: Non-Conductive (Acts like an insulator).
The machine for this job is the High Tension Electrostatic Separator (HTS).

Dry Separation vs Flotation: Which Method Is Better?
A common question in mineral sands beneficiation is whether to use chemical flotation or physical dry separation. While flotation is standard for copper or gold, mineral sands have unique requirements.
Verdict: For most coastal placer deposits, dry separation is the industry standard due to lower costs and higher product purity.
What Determines the Profitability of a Mineral Sands Plant?
Designing a plant is not just about technology; it's about economics. Three key factors determine the ROI of your titanium feedstock processing project:
- Drying Efficiency: The Rotary Dryer consumes the most energy in the MSP. Minerals must be 100% dry and heated to 60-80°C for electrostatic separation to work. Efficient heat recovery systems can save 30% of fuel costs.
- Purity Premium: The market penalizes impurities heavily. For example, Zircon with >0.15% TiO2 is rejected by ceramic glaze manufacturers. Using a Plate Separator for final cleaning can upgrade Zircon from "Standard Grade" to "Premium Grade," increasing the price by 20%.
- Recovery of By-products: Don't ignore the Monazite. Although small in volume, this Rare Earth mineral is highly valuable. Recovering it via high-intensity magnetic separation adds a significant revenue stream.
Typical Mineral Sands Processing Flowchart Explained
For a standard 50 TPH plant, the mineral separation plant design typically follows this sequence:
- Feed Preparation: Scrubbing in a Rotary Scrubber to remove slime.
- Rougher Gravity: Spiral Chutes remove 90% of silica sand.
- Drying: Rotary Dryer removes all moisture.
- Primary Magnetic Separation: Remove Magnetite and Ilmenite using Drum Separators.
- High Tension Separation: Split the remaining material into Conductors (Rutile) and Non-Conductors (Zircon).
- Final Cleaning: Use Three Disc Magnetic Separator to remove Monazite from Zircon, and use electrostatic plates to clean Rutile.
FAQ: Common Problems in Heavy Mineral Sands Processing
A: The most effective method is using a High Tension Electrostatic Separator. Rutile is conductive and is thrown off the rotor, while Zircon is non-conductive and is pinned to the rotor. This physical difference allows for high-capacity separation without chemicals.
A: Both are Titanium minerals, but Ilmenite is magnetic while Rutile is not. Therefore, Ilmenite is removed first using magnetic separators, leaving Rutile to be recovered later using electrostatic separators.
A: Monazite is non-conductive (like Zircon) but weakly magnetic (unlike Zircon). After the electrostatic stage, pass the "Non-Conductor" stream through a Three Disk Magnetic Separator; the Monazite will be pulled out, leaving pure Zircon.
Conclusion
Separating Zircon, Rutile, and Ilmenite requires a sophisticated interplay of gravity, magnetism, and electricity. There is no room for guesswork. A poorly designed Heavy Mineral Sands processing flowsheet will result in mixed concentrates that sell for a fraction of their potential value.
At OreSolution, we specialize in Titanium-Zirconium beneficiation. From mineralogy analysis in our lab to the installation of High Tension Separators, we provide the complete EPC solution.
Want to maximize your mineral sands value? Contact us today to discuss your project and get a customized dry separation flowsheet.