
Tantalum-Niobium Processing Plant: The Ultimate Coltan Beneficiation Guide
In the modern digital age, Tantalum (Ta) and Niobium (Nb) are indispensable strategic metals. Tantalum is the critical component in high-capacity micro-capacitors found in every smartphone, EV, and aerospace guidance system. Niobium is an essential alloy for super-alloys and high-strength steel. These twin elements are most commonly found together in a mineral group known as "Coltan" (Columbite-Tantalite).
While the financial rewards of mining Coltan are astronomical, the tantalum-niobium beneficiation process is one of the most complex metallurgical operations in existence. Why? Because Coltan is almost never found in isolation. It is deeply entangled with other heavy minerals—most notably Cassiterite (Tin), Magnetite (Iron), and Monazite (Radioactive Thorium/Uranium).
As a globally recognized EPC (Engineering, Procurement, and Construction) leader, OreSolution designs and commissions high-purity Tantalum-Niobium Production Lines across Africa, South America, and Asia. This comprehensive engineering guide breaks down the multi-stage "Gravity-Magnetic-Electrostatic" flowsheet required to transform complex pegmatite and alluvial ores into premium, conflict-free Coltan concentrate.
The core difficulty in a Coltan processing plant is separating Tantalite from Cassiterite (Tin). Both are extremely heavy (SG ~7.0), meaning gravity separation will group them together. To produce a salable Tantalum concentrate without severe tin penalties, you must engineer a highly precise dry magnetic and electrostatic purification circuit.
Part 1: Decoding Coltan Mineralogy
Before selecting crushers or separators, we must analyze the physical and magnetic properties of the ore body. The success of a tantalum ore processing plant depends entirely on exploiting minute differences in density and magnetic susceptibility.
Conclusion: Gravity separates the heavy minerals (Coltan + Tin + Iron) from the light waste (Quartz). Magnetic separation then isolates the Coltan from the Tin and Iron.
Part 2: Comminution - Liberating the Brittle Coltan
Similar to tungsten and tin, Tantalite is incredibly brittle. If you use standard aggressive grinding methods, you will pulverize the high-value Coltan into microscopic "slimes" (-20 microns). Once in slime form, gravity separation becomes highly inefficient, leading to massive financial losses.
The "Grind and Screen" Strategy
For hard rock pegmatite deposits, OreSolution recommends a highly controlled comminution circuit:
- Primary Crushing: Jaw Crushers reduce the ROM ore.
- Secondary Crushing: Cone Crushers bring the size down to -15mm.
- Grinding: We utilize Rod Mills instead of Ball Mills. Rod mills provide a "line-contact" grind that minimizes over-crushing.
- Classification: The mill discharge is immediately sent to a High-Frequency Vibrating Screen (not a hydrocyclone). The oversize returns to the mill, while the appropriately sized liberated material (usually -2mm) is immediately sent to the gravity circuit to avoid further grinding.
Note: If you are processing Alluvial Coltan (placer deposits), crushing and grinding are usually skipped. The ore is simply washed in a Rotary Scrubber and screened.
Part 3: Gravity Concentration - The Bulk Upgrade
Because Tantalite and Columbite are exceptionally dense, Gravity Separation is the most cost-effective method to discard the 80%-90% volume of silica waste. The tantalum beneficiation process uses a cascade of equipment based on particle size.
- Coarse Recovery (+2mm): The coarse fraction is fed into a Sawtooth Wave Jig. The pulsing water effortlessly floats the light quartz and sinks the heavy Coltan/Tin mix.
- Medium Recovery (0.1mm - 2mm): The finer material is routed to Spiral Chutes. Spirals handle massive tonnages efficiently with zero electricity costs, creating a high-grade rough concentrate.
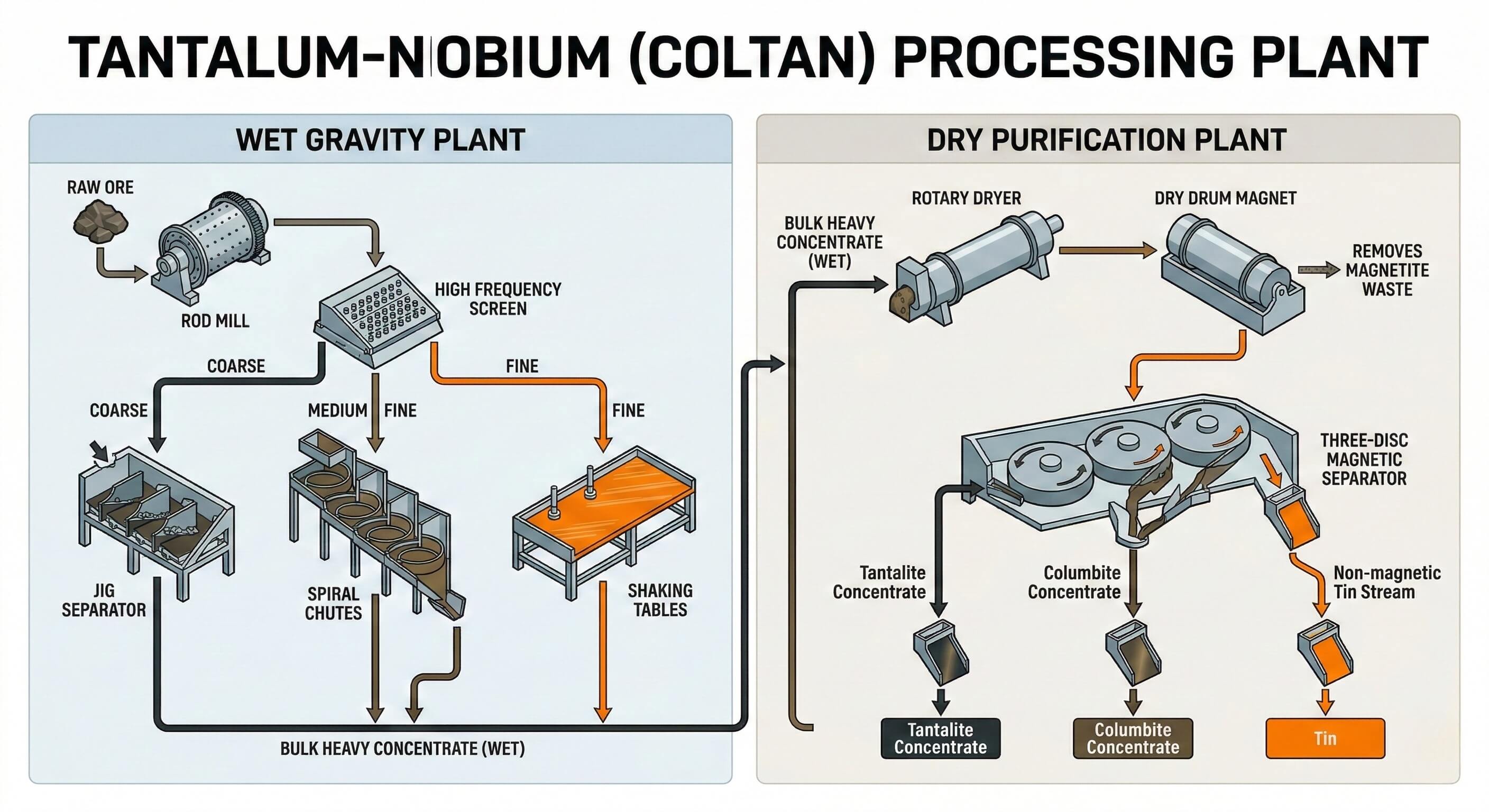
- Fine Cleaning (-0.1mm): The concentrate from the spirals is pumped to a battery of 6-S Shaking Tables. This provides surgical precision, separating the final silica from the heavy mineral suite, resulting in a "Bulk Heavy Concentrate."
Part 4: The Dry Purification Circuit (Magnetic & Electrostatic)
The "Bulk Heavy Concentrate" produced by gravity is typically a mix of Tantalite, Columbite, Cassiterite (Tin), Magnetite, and Garnet. It must be thoroughly dried in a Rotary Dryer before entering the Dry Purification Plant.
The Star of the Plant: The Three-Disc Magnetic Separator
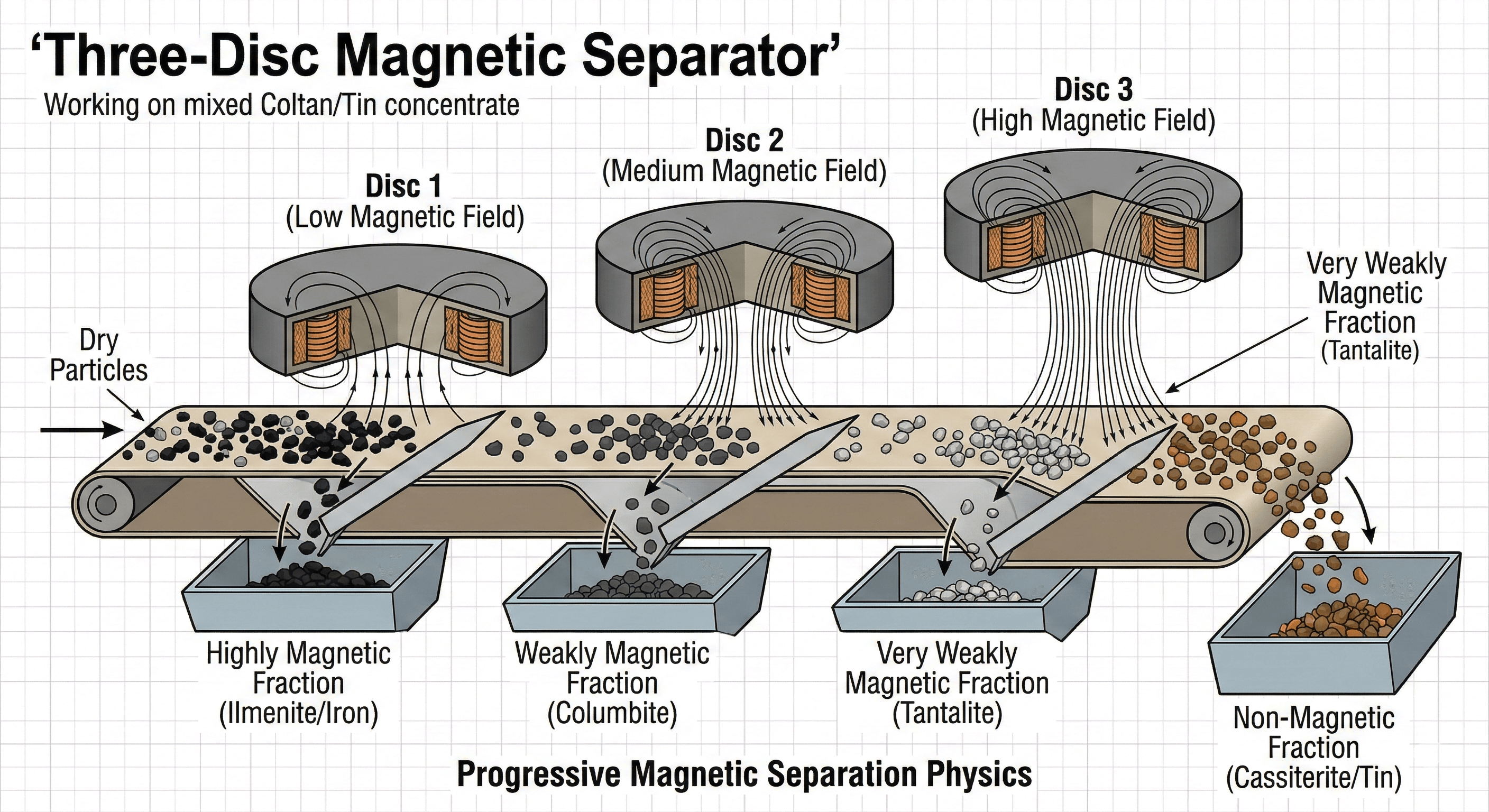
In a Coltan plant, the Three-Disk Magnetic Separator is the ultimate value-driver. It features three spinning discs suspended over a moving conveyor belt. By independently adjusting the gap and magnetic field strength (up to 20,000 Gauss) of each disc, you can selectively pull Ilmenite on Disc 1, Columbite on Disc 2, and Tantalite on Disc 3, leaving pure Cassiterite (Tin) on the belt. This transforms a mixed concentrate into three separate, highly valuable commercial products.
Part 5: Handling Tantalum Slimes (Fine Recovery)
Despite careful grinding, some Coltan will end up as fine slime (-20 microns). Because Coltan is incredibly valuable, throwing this away is not an option.
For fine recovery, OreSolution implements Enhanced Gravity Separation using Centrifugal Concentrators. By spinning the slimes at high RPM, the machine generates up to 100 G-forces, forcing the microscopic Tantalite particles to settle against the bowl walls while the water washes away the light silica mud. For ultra-fine slimes, specialized Flotation circuits utilizing styrene phosphonic acid collectors can also be engineered.
FAQ: Expert Troubleshooting for Coltan Processing
A: This is a magnetic separation failure. 1) Ensure your bulk concentrate is bone dry. Any moisture will cause the non-magnetic tin to stick to the weakly magnetic tantalite. 2) Increase the magnetic field strength on your Three-Disk Separator or decrease the air gap between the disc and the belt to ensure all Tantalite is pulled up.
A: Your deposit likely contains Monazite (which contains Thorium/Uranium). Monazite is heavy and weakly magnetic, so it follows the Coltan through gravity and magnetic separation. To fix this, you must install a High-Tension Electrostatic Separator at the very end of your flowsheet. Coltan is conductive and will be thrown off the rotor; Monazite is non-conductive and will be pinned, successfully separating them.
A: We strongly advise against standard ball milling without strict screening controls. Tantalite is friable. A ball mill will over-grind the tantalite into slimes, making gravity recovery nearly impossible. Use a Rod Mill, or operate your Ball Mill in a closed circuit with a Vibrating Screen to remove liberated particles instantly.
Conclusion: The EPC Engineering Advantage
Designing a Tantalum-Niobium processing plant is a sophisticated metallurgical balancing act. A simplistic gravity plant will lose millions in slimes and produce a mixed tin/tantalum product that is heavily penalized by international buyers. Maximizing your ROI requires a seamlessly integrated wet-gravity and dry-magnetic/electrostatic flowsheet.
At OreSolution, we provide complete, bankable EPC solutions. From rigorous laboratory core testing to the fabrication and installation of customized Jigs, Shaking Tables, and Three-Disk Magnetic Separators, we ensure your Coltan Production Line produces premium, high-grade concentrates.
Are you developing a Coltan pegmatite or alluvial deposit? Contact OreSolution today to consult with our senior process engineers and design a profitable, high-recovery flowsheet.