
Chrome Wash Plant Guide: The Ultimate Chromite Beneficiation Process
Chromium is the unsung hero of modern infrastructure. It is the defining ingredient that makes steel "stainless." Without it, our skyscrapers, medical instruments, and aerospace components would rapidly corrode. The sole commercial source of this critical element is Chromite Ore (FeCr2O4), and as high-grade massive deposits dwindle globally, miners are increasingly forced to process lower-grade, heavily disseminated ores.
Designing a high-tonnage chrome wash plant is a battle of mass and gravity. Chromite processing relies almost entirely on physical separation, making it one of the most environmentally friendly, yet mechanically demanding, beneficiation processes. The challenge? Efficiently separating dense chromite from lighter silicate gangue (like olivine and serpentine) across vast tonnages—often exceeding 200 tons per hour—while strictly managing the Cr:Fe (Chromium to Iron) ratio.
As a premier global EPC contractor, OreSolution designs, builds, and optimizes massive Chromite Beneficiation Production Lines from South Africa to Turkey and the Philippines. This comprehensive engineering guide breaks down the physics of chromite gravity separation, the critical importance of lumpy vs. fine chrome, and how to design a highly profitable, automated spiral circuit.
In the chromite trade, you are penalized heavily for two things: high silica (SiO2) and a low Chromium-to-Iron (Cr:Fe) ratio. A poorly designed chromite beneficiation process that fails to reject iron-bearing silicates will produce a concentrate that smelters will either refuse to buy or buy at a severe discount. Your flowsheet must be aggressive in its impurity rejection.
Part 1: Understanding Chromite Economics - Lumpy vs Fine
Before selecting a single crusher, you must understand what the market pays for. Chromite products are sold in two distinct physical forms, dictating two very different processing philosophies.
- Lumpy Chrome Ore (Typically +10mm to 150mm): Highly prized by smelters because it can be fed directly into submerged arc furnaces without the expensive need for pelletizing or sintering. It commands a premium price. Processing Goal: Extract it immediately before crushing it further.
- Chrome Concentrate (Fine Sand, -1mm): The product of grinding and spiral separation. While it can achieve very high grades, it must be agglomerated before smelting. Processing Goal: Maximize recovery of disseminated chrome without over-grinding.
Part 2: Comminution - Protecting the Lumps
Because Lumpy Chrome is so valuable, the crushing circuit must be designed to be gentle. We do not want to pulverize the ore into dust if we don't have to.
1. Coarse Crushing & Washing
Run-of-Mine (ROM) ore is fed into a primary Jaw Crusher. However, many chromite deposits contain high amounts of sticky clay. In these cases, the crushed ore is sent to a heavy-duty Rotary Scrubber to break down the clay balls and wash the rock surfaces clean before any sorting begins.
2. Early Coarse Recovery (Jigging)
After scrubbing, the ore is screened. The coarse fraction (e.g., 10mm to 30mm) is sent directly to a Sawtooth Wave Jig. Chromite has a specific gravity (SG) of 4.5 to 4.8, while the host rock is typically 2.6 to 3.0. The Jig uses a pulsing water bed to effortlessly stratify the heavy Lumpy Chrome to the bottom, separating it from the waste rock. This produces a premium product instantly.
3. Grinding for Disseminated Chrome
The "middlings" from the Jig and the waste rock that still contains locked chrome must be ground to liberate the minerals. We use a Ball Mill operating in a closed circuit. The target grind size is usually around -1mm, which is the optimal feed size for downstream spiral separation.
Part 3: The Heart of the Plant - Gravity Separation
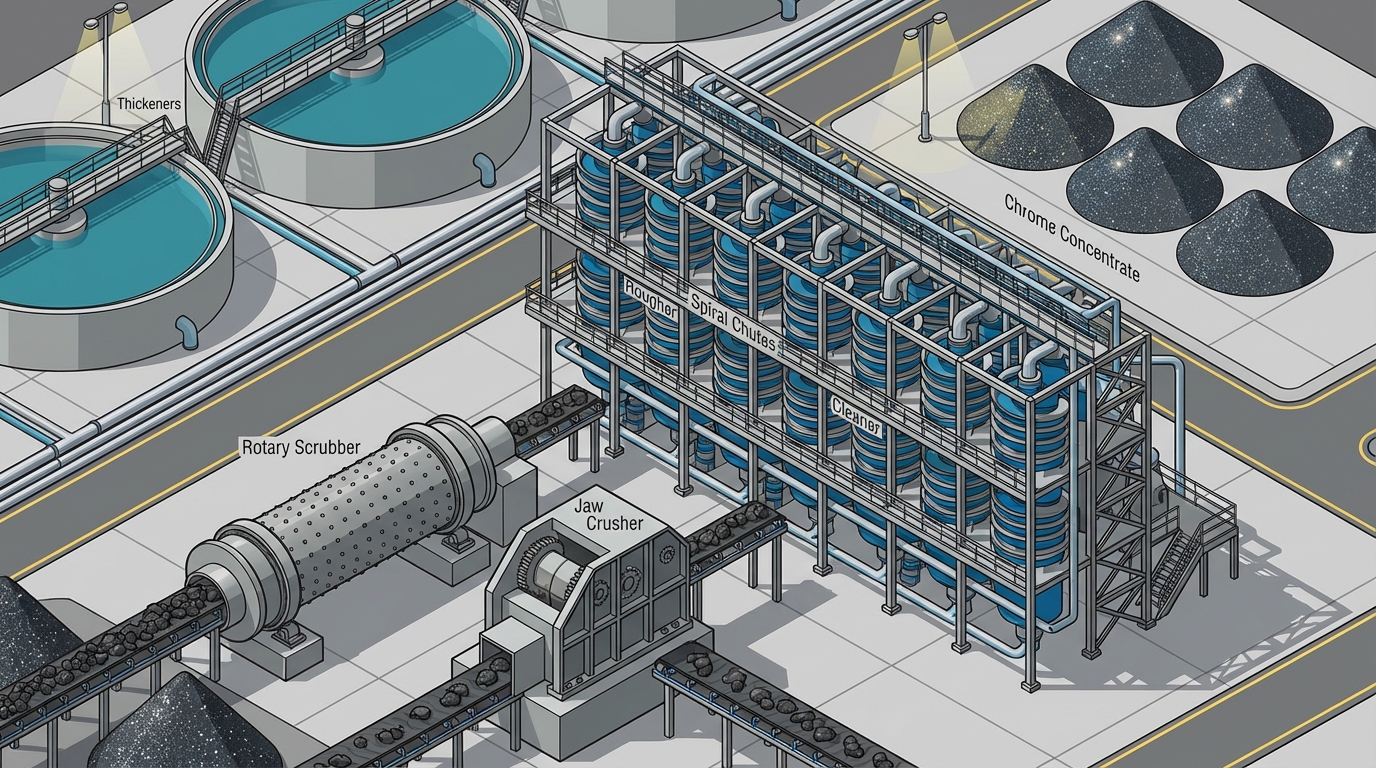
For fine chrome concentrate, the chrome wash plant relies entirely on large batteries of gravity separators. Because gravity machines have limited capacity per unit, a commercial plant requires dozens or even hundreds of units working in parallel and in series.
The "Spiral Forest" Architecture
To achieve a high-grade concentrate (e.g., 44% Cr2O3), the spiral circuit must be designed with multiple stages:
- Rougher Spirals: The milled slurry is pumped to the top of the plant and distributed evenly into the Rougher Spirals. The goal is maximum recovery, rejecting the bulk of the light silica.
- Cleaner Spirals: The concentrate from the Roughers is still dirty. It is pumped to the Cleaner Spirals to reject middling particles.
- Re-Cleaner Spirals: A final pass to polish the concentrate and ensure the Cr2O3 grade hits the smelter's contract requirements.
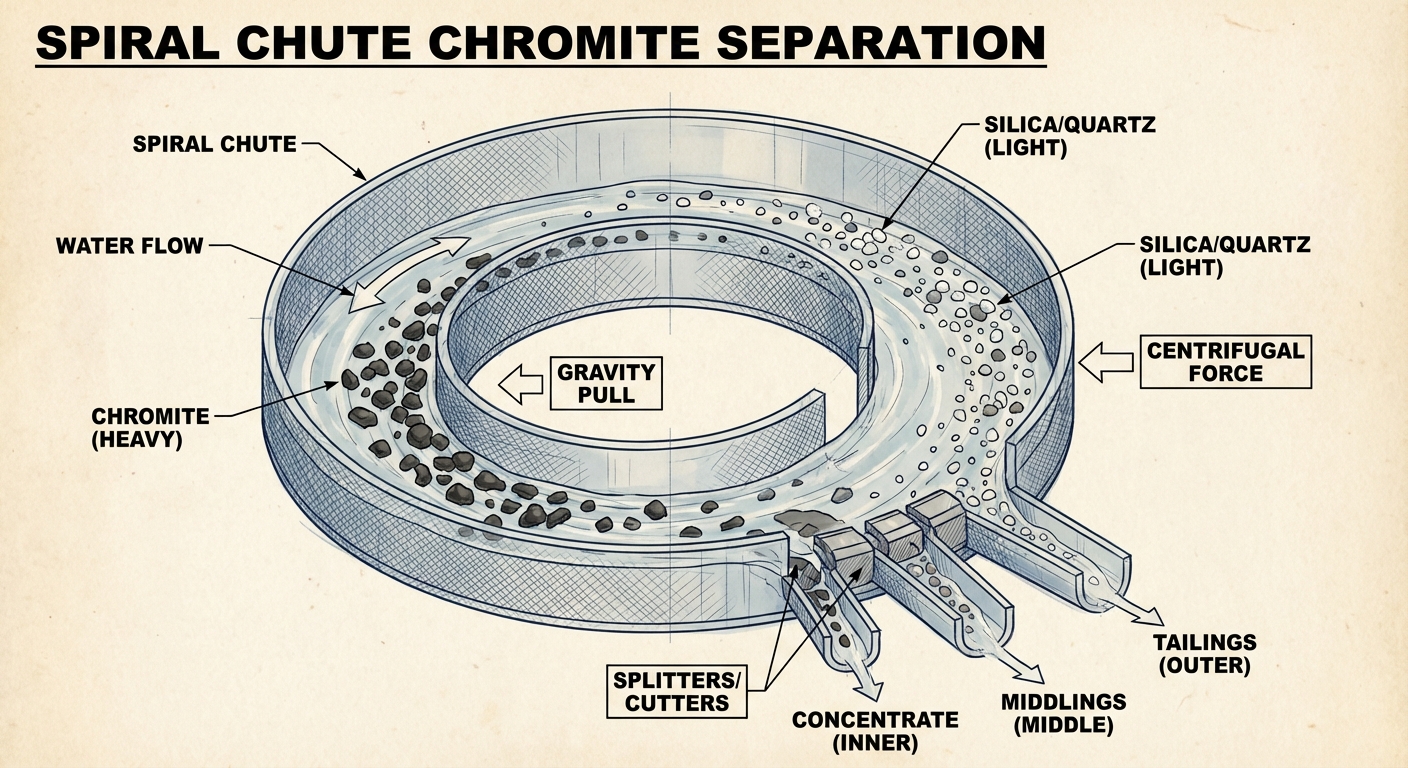
- Middlings Handling: A crucial part of chromite beneficiation process design is handling the "Middlings" (particles that are half chrome, half rock). These must be routed back to a regrind mill for further liberation, rather than being thrown away or polluting the concentrate.
Part 4: Upgrading with Magnetic Separation
Gravity separation alone is sometimes not enough. Chromite often coexists with Magnetite (Fe3O4) or iron-rich silicates. Since both chromite and magnetite are heavy, spirals will put them both into the final concentrate, resulting in an unacceptably low Cr:Fe ratio.
The Solution: Magnetic Separation.
- Removing Magnetite: The spiral concentrate is passed through a Low-Intensity Magnetic Separator (LIMS). Magnetite is highly magnetic and is easily pulled out, while the chromite remains.
- Removing Silicates: Chromite itself is weakly paramagnetic. To upgrade the grade further, we can pass the dried concentrate through a High-Intensity Dry Roll Magnetic Separator. The strong magnetic field pulls the weakly magnetic chromite away from non-magnetic silicates and olivine.
Part 5: Desliming and Dewatering
A chrome wash plant uses a colossal amount of water. Managing this water is critical for both OPEX and environmental compliance.
Desliming: Before the slurry enters the spirals, it must be deslimed using hydrocyclones. "Slimes" (mud particles <40 microns) will increase the viscosity of the water on the spiral, preventing the heavy chromite from sinking to the inner profile, ruining recovery.
Dewatering: The final concentrate is dewatered using Dewatering Vibrating Screens and pumped to stockpiles. The massive volume of muddy tailings water is sent to a massive High-Efficiency Thickener to recover 85%+ of the clean water for immediate reuse in the plant.
FAQ: Expert Troubleshooting for Chromite Plants
A: The most common causes are: 1) Poor Desliming: High clay content in the feed water disrupts the centrifugal separation. 2) Incorrect Feed Density: Spirals require a strictly controlled pulp density (usually 25% to 35% solids). If the slurry is too watery, the chrome is washed away; if it's too thick, the sand doesn't stratify. 3) Over-grinding: Spirals struggle to catch particles smaller than 50 microns.
A: Your gravity circuit is working perfectly, but your ore contains heavy iron minerals (like Magnetite) that are mimicking the chromite. You must install a Low-Intensity Magnetic Separator (LIMS) after your spirals to strip out the free iron and raise the Cr:Fe ratio.
A: Technically yes, but practically it is rarely done. Flotation of chromite is chemically difficult (due to the presence of slimes and similar floatability to certain gangues) and economically prohibitive due to high reagent costs. Gravity and magnetic separation remain the global industry standards due to their low cost and high efficiency.
Conclusion: Maximizing Tonnage, Minimizing Cost
The secret to a highly profitable chrome wash plant is scale and automation. Because the ore is low-value compared to gold, the plant must process massive tonnages with absolute minimum OPEX. This requires a brilliantly engineered, gravity-fed spiral circuit and a robust water recovery system.
At OreSolution, we deliver bankable EPC solutions for the ferrochrome industry. From the initial metallurgical analysis to determine your ore's precise liberation size, to the installation of hundreds of fiberglass spiral chutes, we ensure your Chromite Processing Plant operates continuously, efficiently, and profitably.
Are you developing a Chromite deposit in Africa, Asia, or South America? Contact OreSolution today to consult with our senior process engineers and begin designing your high-tonnage wash plant.