
锂选矿工艺:锂辉石加工厂终极指南
全球能源转型使锂成为21世纪的"白色石油"。随着电动汽车市场预计到2030年将增长三倍,电池级碳酸锂和氢氧化锂的需求持续飙升。尽管盐湖矿床资源丰富,但硬岩锂矿(绿柱石)因其更快的加工速度和更高的可靠性,正日益受到矿商青睐。
然而,设计成功的锂辉石加工厂面临严峻技术挑战。该矿物密度(比重3.1-3.2)与石英(比重2.65)、长石(比重2.6)等脉石矿物极为接近,使得锂选矿成为需要精密流程图的复杂工程难题。
作为全球锂矿生产线EPC总承包商,OreSolution助力投资者在重介质分选(DMS)与锂浮选工艺间做出关键抉择。本指南深入解析技术方案、SC6标准及盈利性工厂的优化流程图。
洞察电池制造商要求铁含量极低(Fe₂O₃<0.8%)。高锂回收率却无法除铁的工厂,其产品将面临大幅降价销售。磁选并非可选环节,而是现代锂矿加工流程图中的强制要求。
何为SC6.0锂辉石?(SC6含义)
在探讨设备前,明确产品目标至关重要。锂行业常提及"SC6"或"SC6.0",其含义为何?
SC6代表锂辉石精矿6%。指含6.0%氧化锂(Li₂O)的加工矿石精矿。这是全球化工精炼厂(转化厂)生产电池级氢氧化锂或碳酸锂所需的基准品位。
- 原矿品位:通常为1.0%-1.5%氧化锂(矿石原矿)。
- 目标产品:SC6.0(6.0% Li₂O)。
- 优质品级:低铁含量(<0.8% Fe₂O₃)且云母含量低。
要从1%品位的矿石中提炼出6%品位的精矿,需要采用高效锂选矿工艺,该工艺能将超过85%的矿石作为废料(尾矿)排出。
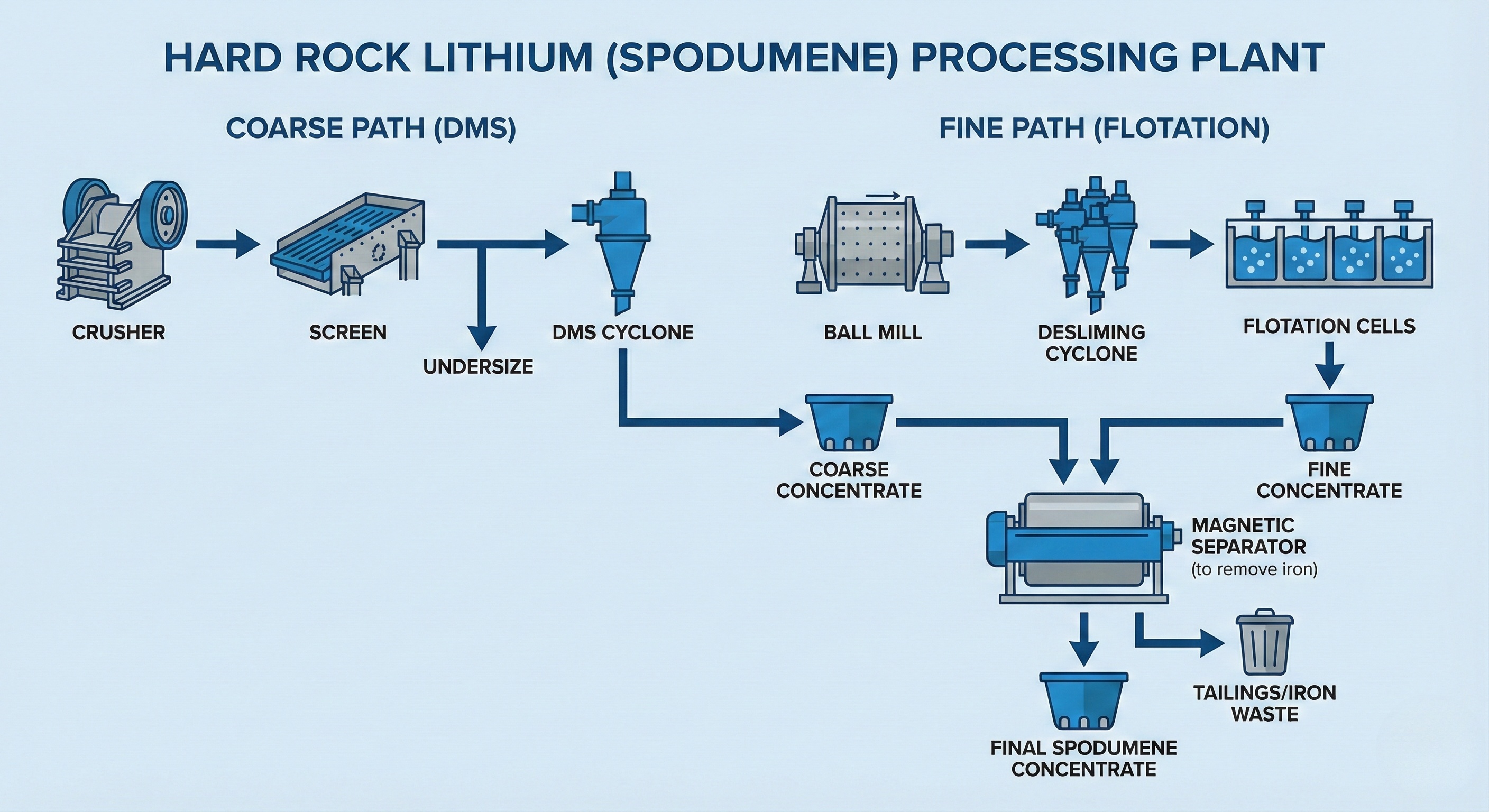
锂矿处理流程图:概述
锂辉石加工厂通常包含四个关键阶段。精心设计的锂矿加工流程图将这些步骤整合起来,以实现最大回收率:
- 破碎研磨:精准解离矿物,避免过度研磨。
- 重介质分选(DMS):重力分离粗颗粒。
- 泡沫浮选:精细颗粒的化学分离。
- 磁选:去除铁质实现最终净化。
步骤1:破碎与研磨——高压辊磨机的重要性
锂辉石质地脆性。若采用常规方法过度粉碎,将形成"泥浆"(泥状物),此类物质在锂浮选过程中极难回收。因此破碎回路设计必须最大限度减少细粉产生。
圆锥破碎机与高压辊磨机对比
传统工厂采用圆锥破碎机,但现代工厂正转向高压辊磨机(HPGR)作为三级破碎工序。
破碎后的物料在球磨机中研磨。必须采用带水力旋流器的闭路研磨系统,以防止锂辉石过度研磨成不可回收的泥浆。
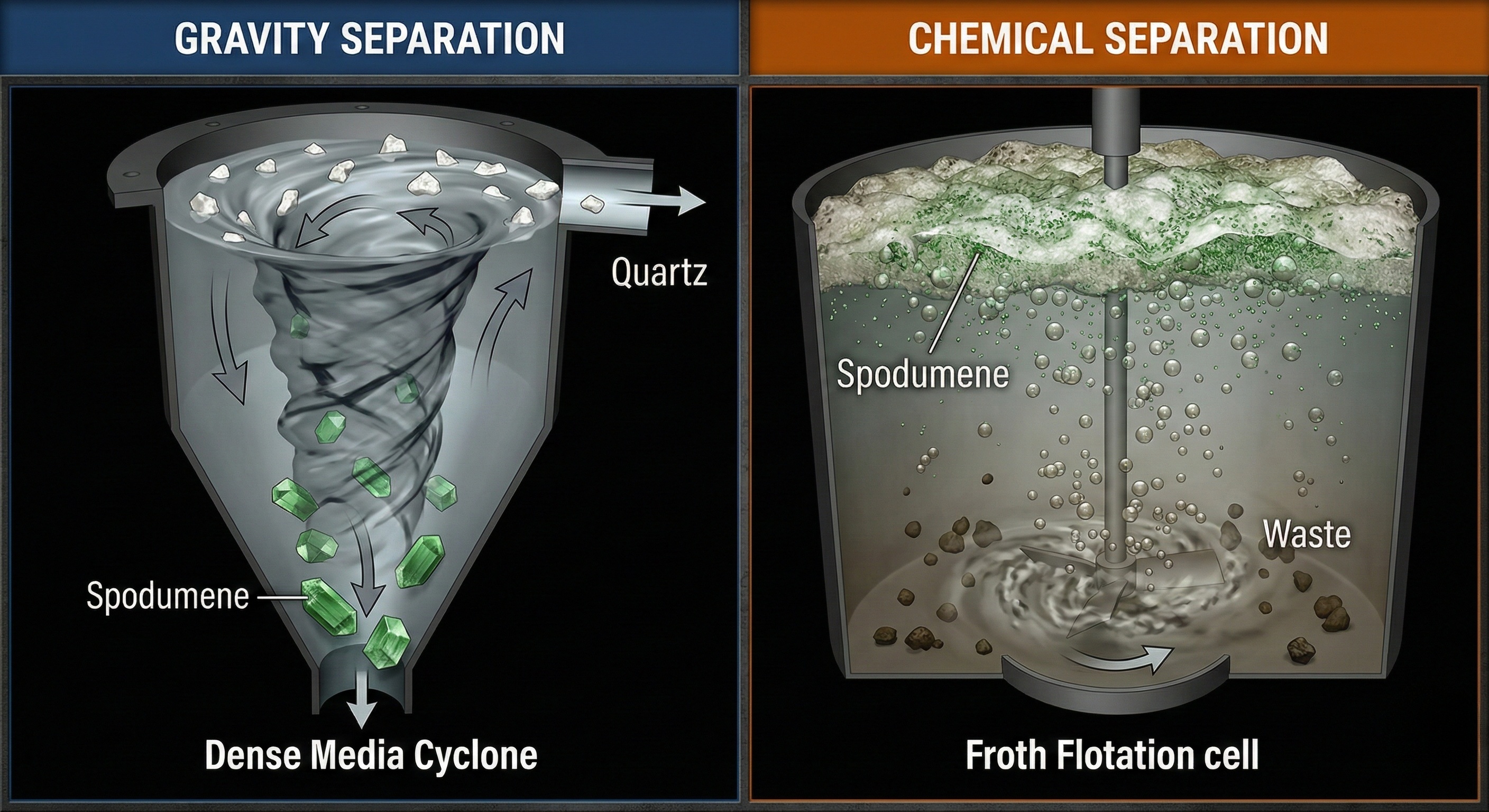
步骤2:粗锂矿重介质分选(DMS)
重介质分离是锂辉石加工厂的首道防线。该工艺利用"重液"(硅铁粉与水的混合物)依据密度分离矿物,仅适用于粗粒物料(粒径+0.5mm至-10mm)。
- 原理:硅铁介质设定为特定比重(如2.7-2.9SG)。
- 处理结果:锂辉石(比重3.15)下沉,石英与长石(比重2.65)上浮。
- 为何采用DMS法?成本低廉,无需化学药剂,且能提前去除30-50%废石,减轻下游昂贵浮选回路的负荷。
步骤三:锂浮选工艺(核心技术)
对于粒径小于0.5毫米、无法通过DMS处理的细颗粒,锂浮选工艺是唯一可行方案。这是工厂中最复杂的环节,决定能否达到SC6.0级标准。
脱泥:关键前提
浮选前必须进行脱泥处理。"泥浆"(小于20微米的超细颗粒)会附着在锂辉石表面,阻碍捕收剂附着。若未配备高效脱泥漏斗或旋风分离器集群,药剂消耗将激增,品位将急剧下降。
浮选药剂与槽体
锂辉石浮选通常采用阴离子捕收剂(脂肪酸)在碱性环境(pH 8-9)中进行。工艺流程通常包括:
- 粗选浮选:尽可能回收锂元素。
- 精选浮选(2-3级):重新浮选精矿以剔除夹带的脉石,达到SC6.0品位。
- 扫选浮选:处理尾矿以捕获遗漏的锂元素。
我们推荐使用气动式浮选机,其选择性优于机械式浮选槽,且对粗粒处理能力更强。
混合解决方案:多数现代高效工厂采用混合流程图。初期使用DMS技术低成本回收粗晶体,随后将DMS尾矿研磨后送入浮选回路,从而实现整体回收率最大化。
步骤4:磁选与除铁
铁元素是锂电池的致命敌人。即使是完美的浮选精矿,若含铁量过高也毫无价值。铁元素来源包括:
- 天然矿物:电气石、赤铁矿、石榴石。
- 杂质铁:破碎机和球磨机磨损产生的金属。
由于锂辉石不具磁性,我们通过湿式强磁选机(高梯度磁选机-HGMS)处理最终精矿。该设备利用强磁场(高达1.5特斯拉)捕获碧玺等顺磁性杂质,确保最终产品符合"低铁含量"的优质标准。
绿柱石与锂云母加工差异解析
投资者常将锂辉石与锂云母(锂云母)混淆。二者虽同属硬岩锂矿源,但加工工艺存在差异:
- 锂辉石:硬质硅酸盐。通过湿法选矿(DMS)与浮选工艺处理。高品位(SC6)。
- 锂云母:软质云母矿物。通常仅采用浮选法处理(因片状形态,DMS法无效)。通常产出品位较低的精矿(2.5%-3.5% Li₂O),但开采难度较低。
OreSolution为两种矿物类型提供定制化流程方案。
常见问题:锂加工厂相关疑问
答:优化良好的工厂通常可实现75%-80%的总回收率。纯二甲基硫醚法工厂回收率仅60%-65%,而全流程浮选工厂可达85%。在保持SC6.0品位的同时实现>80%回收率,是顶级运营的标志。
答:"泥浆"是超细泥质颗粒,会附着在锂辉石表面阻碍浮选药剂附着。若不使用脱泥斗彻底脱泥,药剂消耗量将激增,回收率则会急剧下降。
答:不可。磁选可去除铁质杂质(净化),但无法实现锂辉石与石英/长石的分离(浓缩)。主分离需采用重选(DMS)或浮选工艺,磁选仅适用于最终精炼。
结论
硬岩锂矿加工是回收率最大化与铁含量最小化之间的平衡艺术。无论选择简易DMS厂实现快速投产,还是采用全流程锂浮选工艺追求最高产出,都取决于矿石矿物学特性与预算规划。
在OreSolution,我们提供端到端的锂矿生产线解决方案,涵盖从实验室选矿测试到EPC工厂建设的全流程服务。别让您的"白色黄金"沉睡在尾矿坝中。
准备建设您的锂加工厂了吗?立即联系我们,获取可行性研究与工艺设计方案。